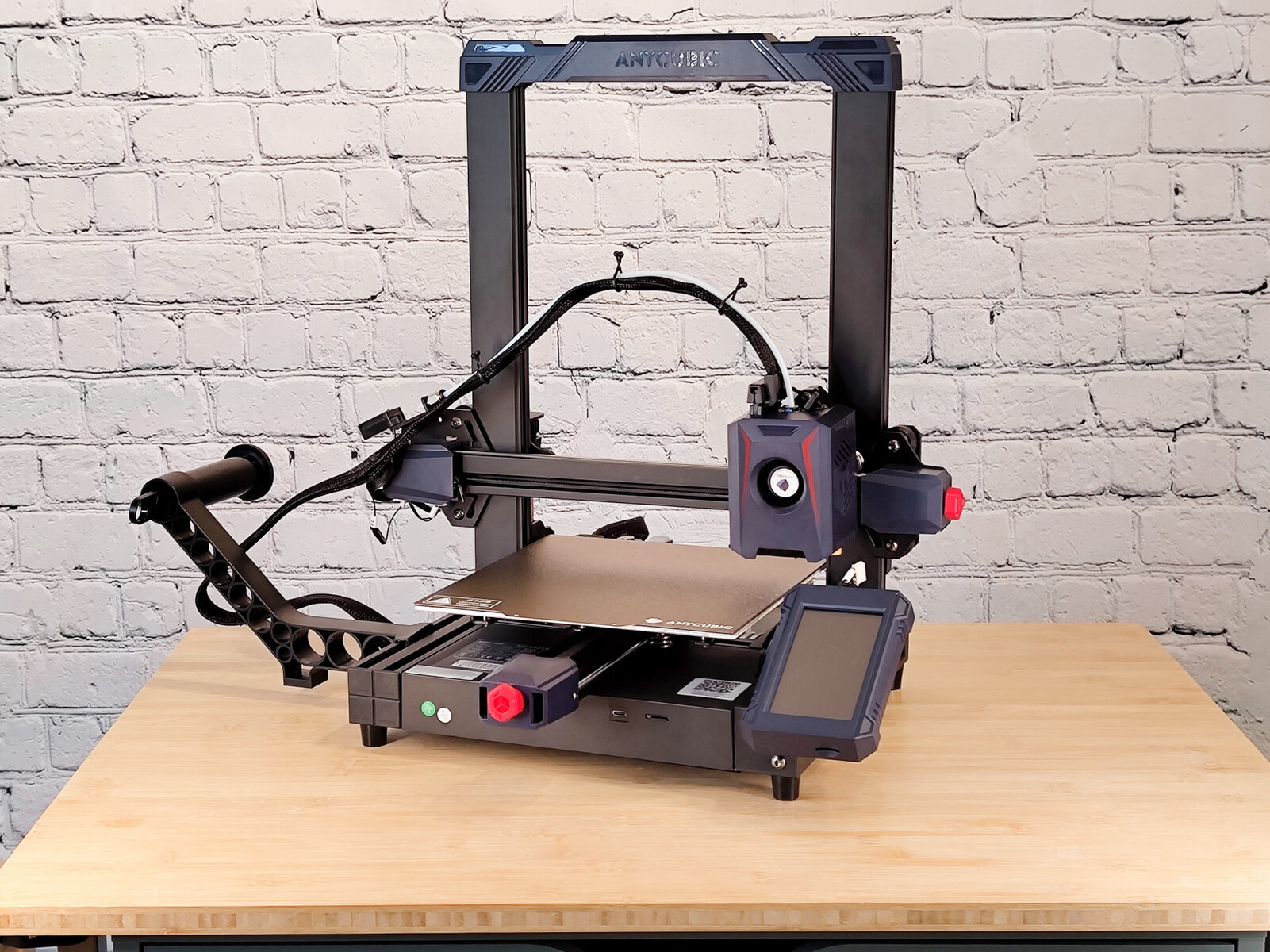
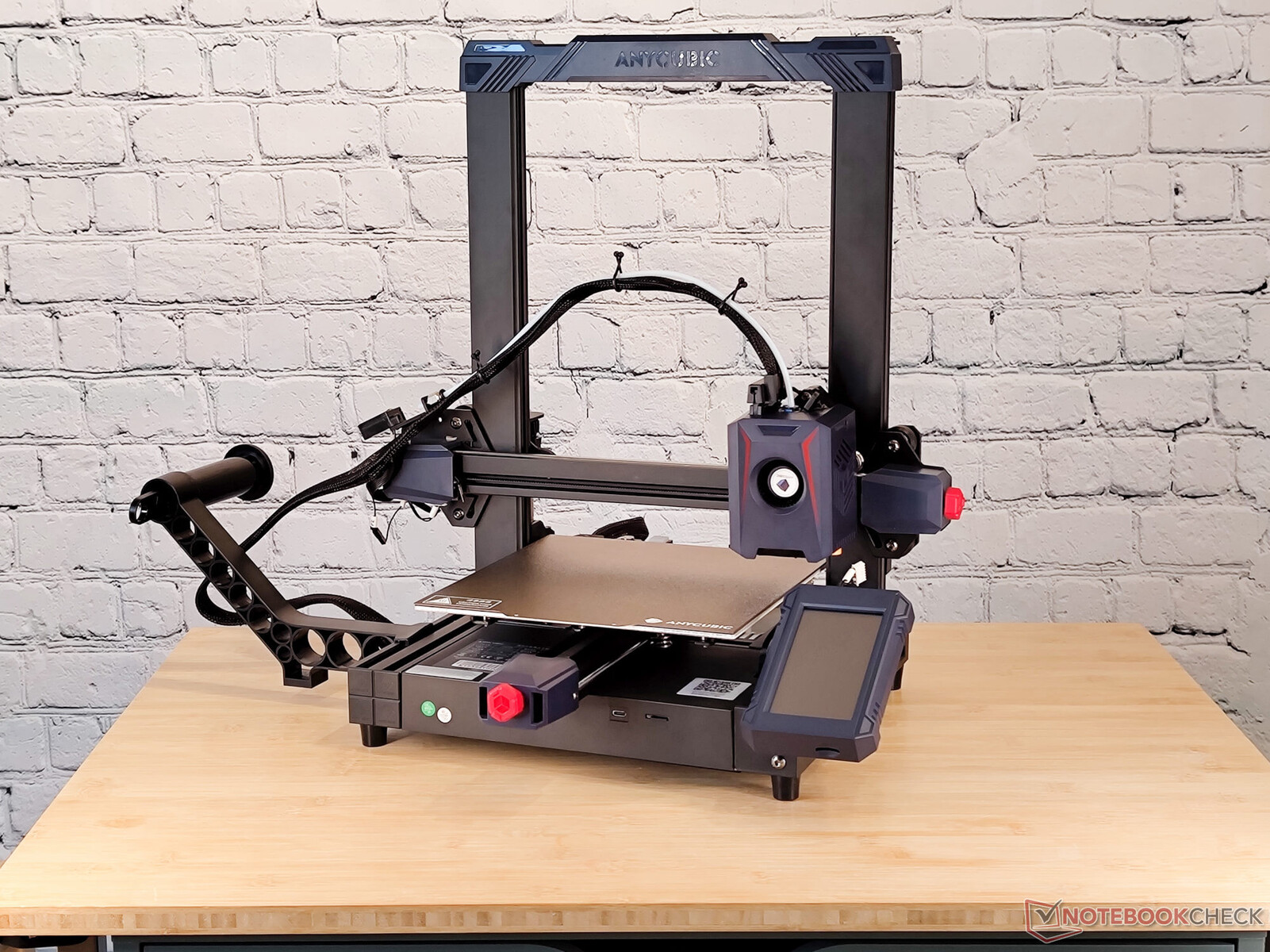
Test de l'imprimante 3D Anycubic Kobra 2 : première couche parfaite grâce à LeviQ 2.0
La série Kobra d'Anycubic se compose de plusieurs imprimantes 3D de différentes tailles, toutes basées sur le principe Prusa/Mendel. L'année dernière, nous avions déjà passé en revue la Anycubic Cobra et la Anycubic Kobra Max. Cette année, la famille s'agrandit avec l'Anycubic Kobra 2, qui est censé faire beaucoup mieux. Grâce à de nombreux petits perfectionnements, le fabricant est parvenu à apporter des améliorations significatives. Le système de mouvement a été amélioré sur les trois axes et Anycubic a également revu entièrement la tête d'impression. Le port USB obsolète a été remplacé par un port moderne de type C. Un nouveau capteur permet d'obtenir des résultats plus précis sans réajustement lors de la mise à niveau automatique du lit de maille.
Données techniques
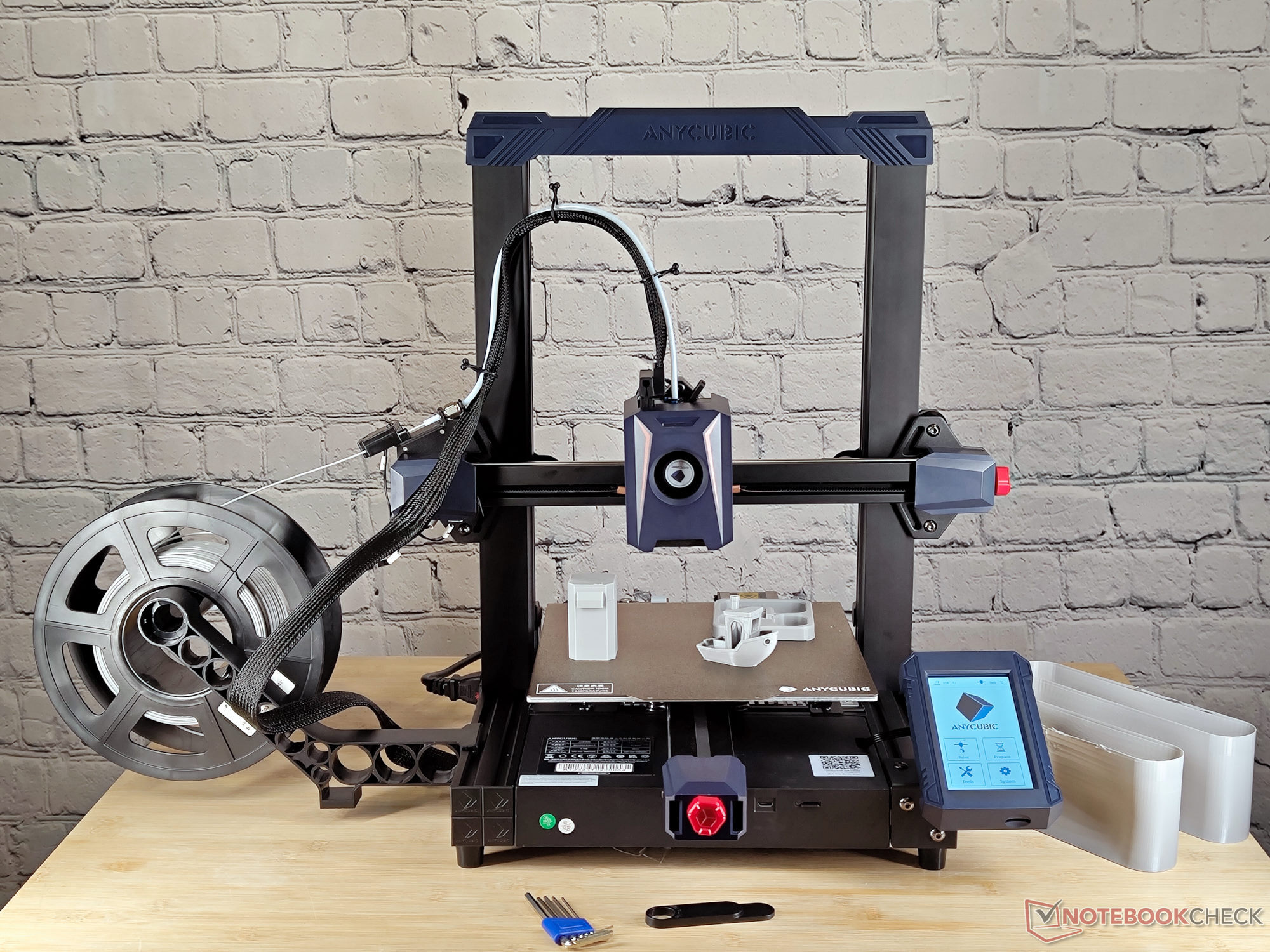
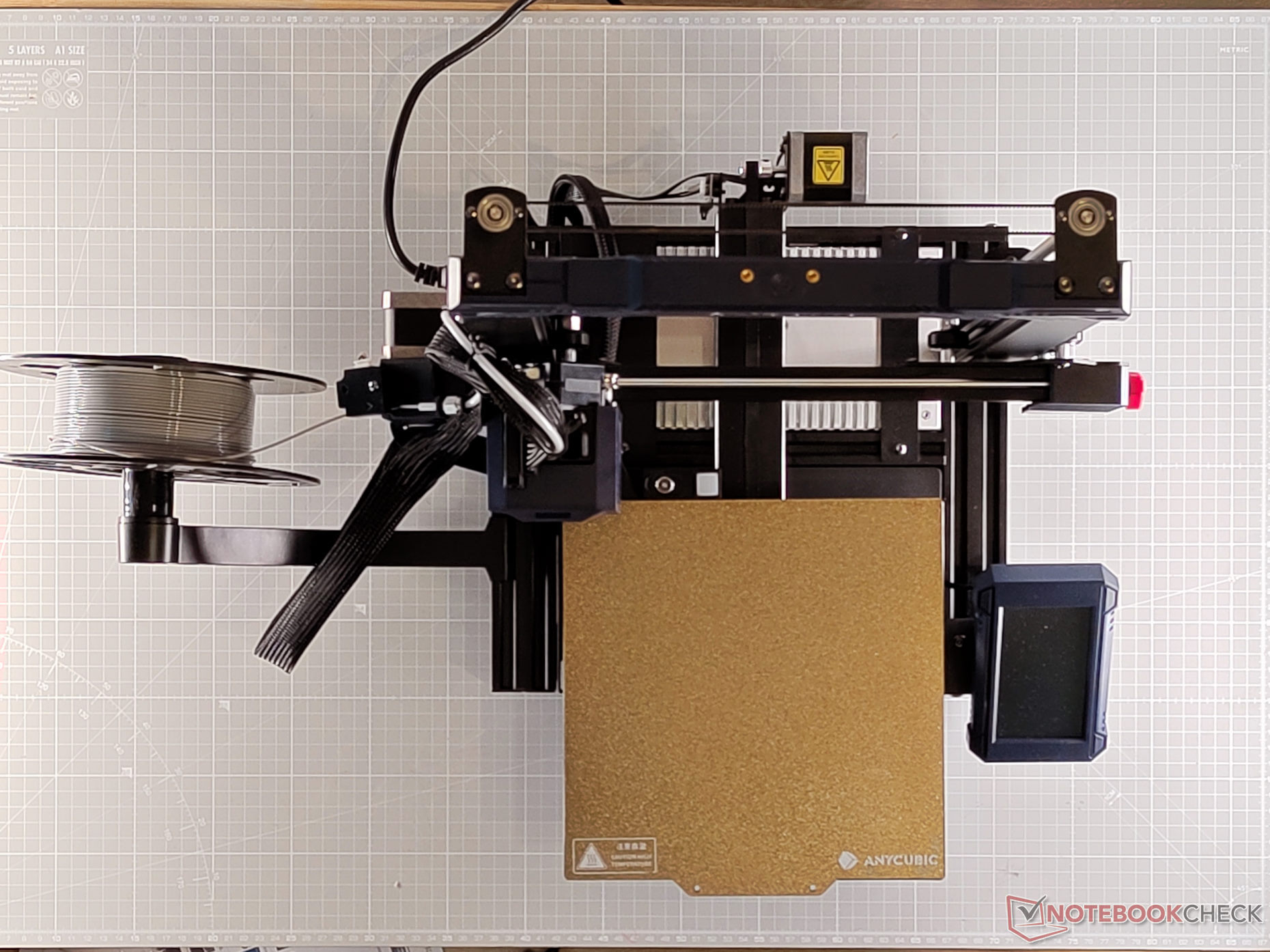
Une grande partie des spécifications de l'Anycubic Kobra 2 ont été reprises directement de son prédécesseur, de sorte que la plupart des changements apportés à l'appareil ne sont pas évidents sur notre fiche technique. Sur la carte mère, une prise Type-C a remplacé la prise USB-B. Les axes X et Y ne fonctionnent plus sur des rouleaux en Delrin mais sur des roulements à billes. L'axe Z est désormais entraîné des deux côtés et dispose de roulements à ressort. Les deux changements les plus visibles sur l'imprimante 3D sont probablement la nouvelle tête d'impression et le porte-rouleau de filament repris de l'Anycubic Kobra Max. Malheureusement, ce dernier augmente considérablement l'encombrement de l'imprimante 3D. Il faut prévoir 30 cm de plus en largeur pour que la nouvelle Kobra 2 puisse fonctionner.
| Anycubic Cobra 2 | |
|---|---|
| Technologie utilisée | FDM, FFF |
| Volume d'impression maximal | 220 × 220 × 250 mm |
| Dimensions de l'unité sans câble ni rouleau de filament | 48,6 × 43,5 × 44 cm (H × P × L) |
| Encombrement avec le porte-rouleau de filament en fonctionnement | minimum 64 × 55 cm |
| Système de mouvement | X,Y,Z - entraînement simple selon Prusa/Mendel |
| Extrudeuse | Extrudeuse à entraînement direct avec tête de chauffe de type Volcano Cartouche chauffante de 60 watts maximum 260 °C |
| Lit d'impression | lit d'impression magnétique en acier à ressort avec revêtement PEI chauffé avec une alimentation électrique de 24 V maximum 110 °C |
| Mise à niveau automatique du lit | Anycubic LeviQ 2.0 avec capteur de proximité inductif et capteur de buse |
| Carte de contrôle Microcontrôleur |
Carte Trigorilla Pro B V1.0.2 HDSC hc32f460 |
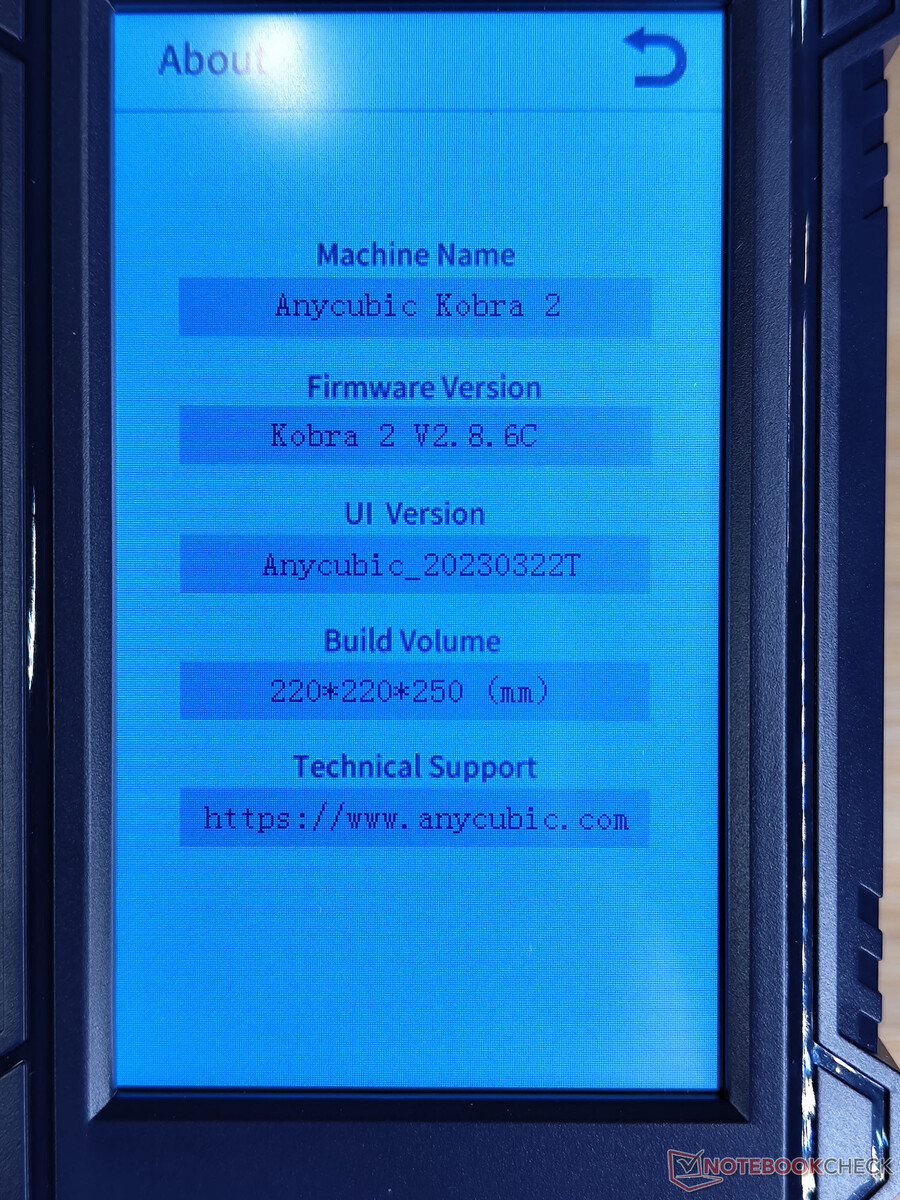
| Firmware du dispositif de test | Anycubic Kobra 2 V2.8.6C Firmware (Marlin derivatives) GCode compatible |
| Pilote de moteur pas à pas | Pilote de moteur pas à pas soudé avec interpolation à 256 étapes |
| Connecteurs | microSD, USB Type-C |
| Contrôle | Écran tactile, interface série via USB |
| Alimentation | bloc d'alimentation interne 110 V - 240 V à 24 V |
| Site web du fabricant | Anycubic |
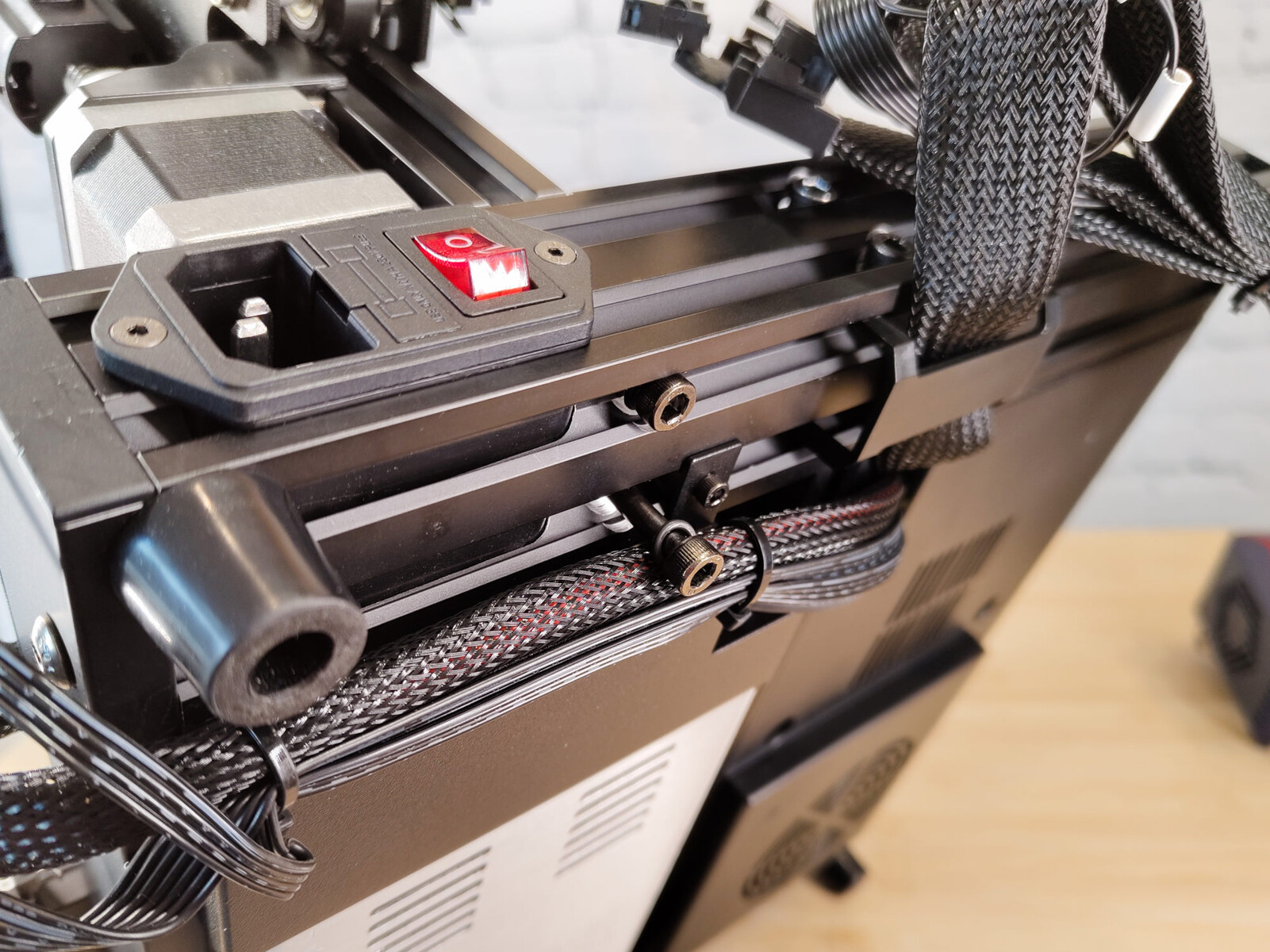
Construction et gestion des câbles
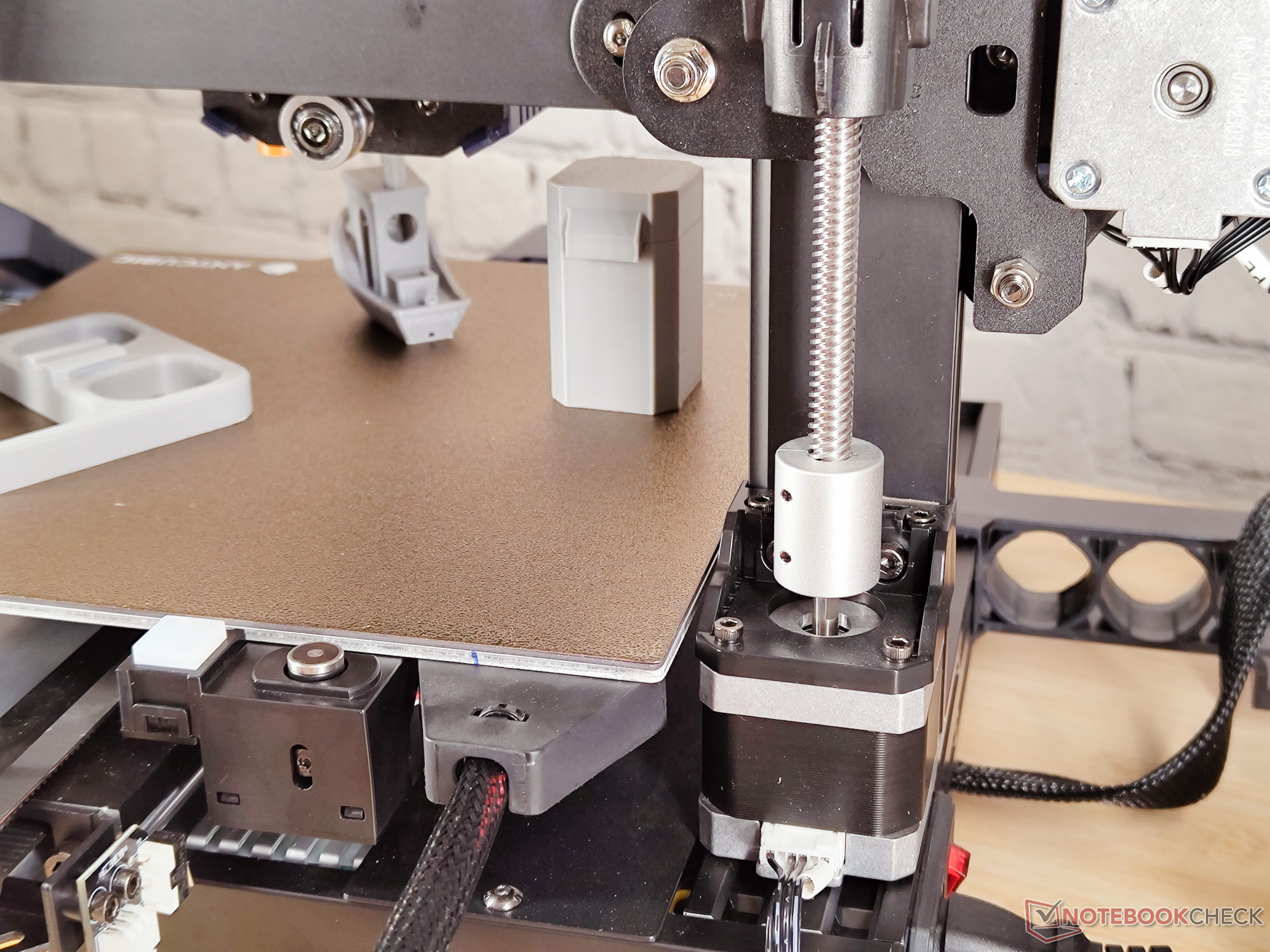
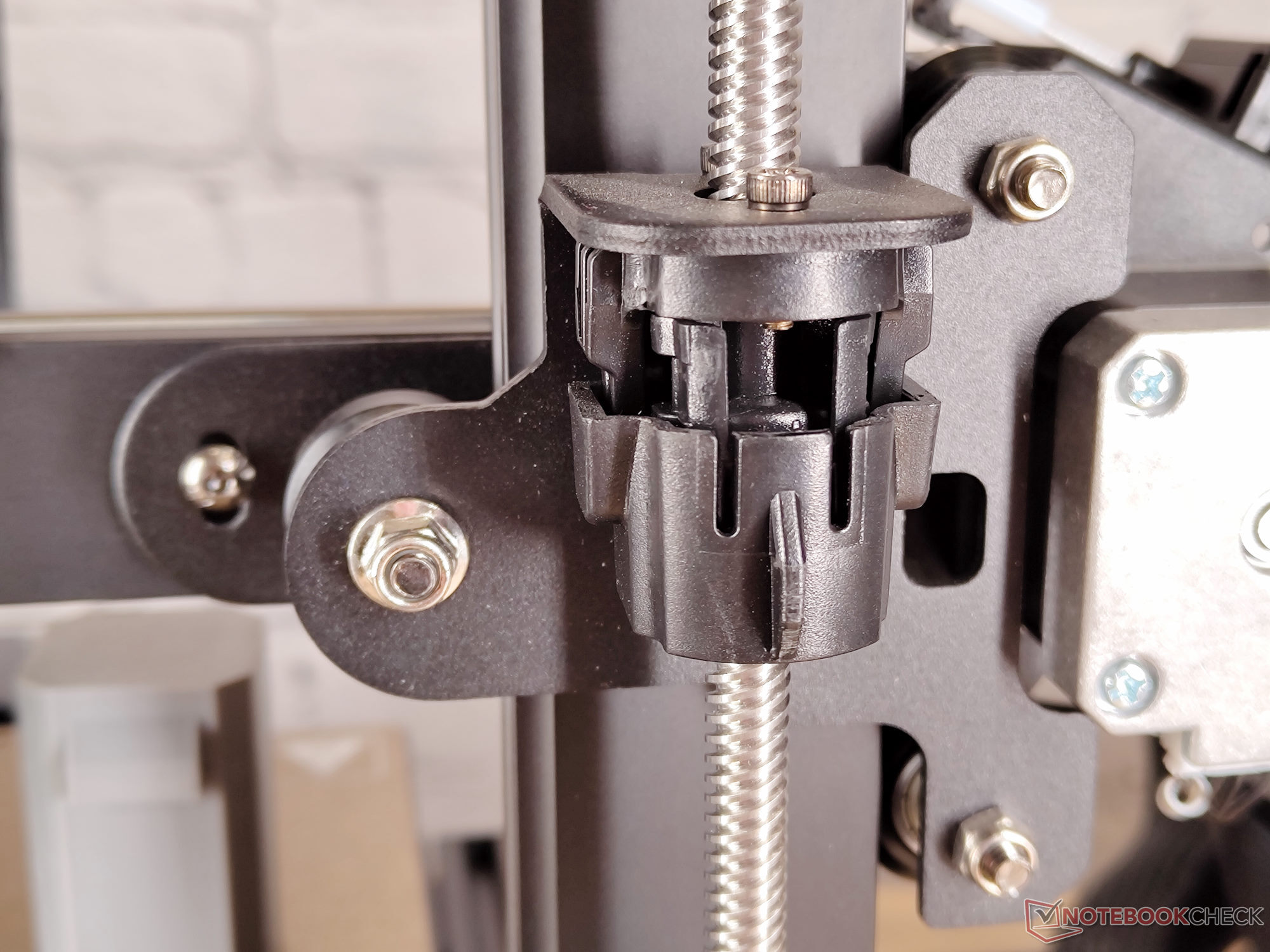
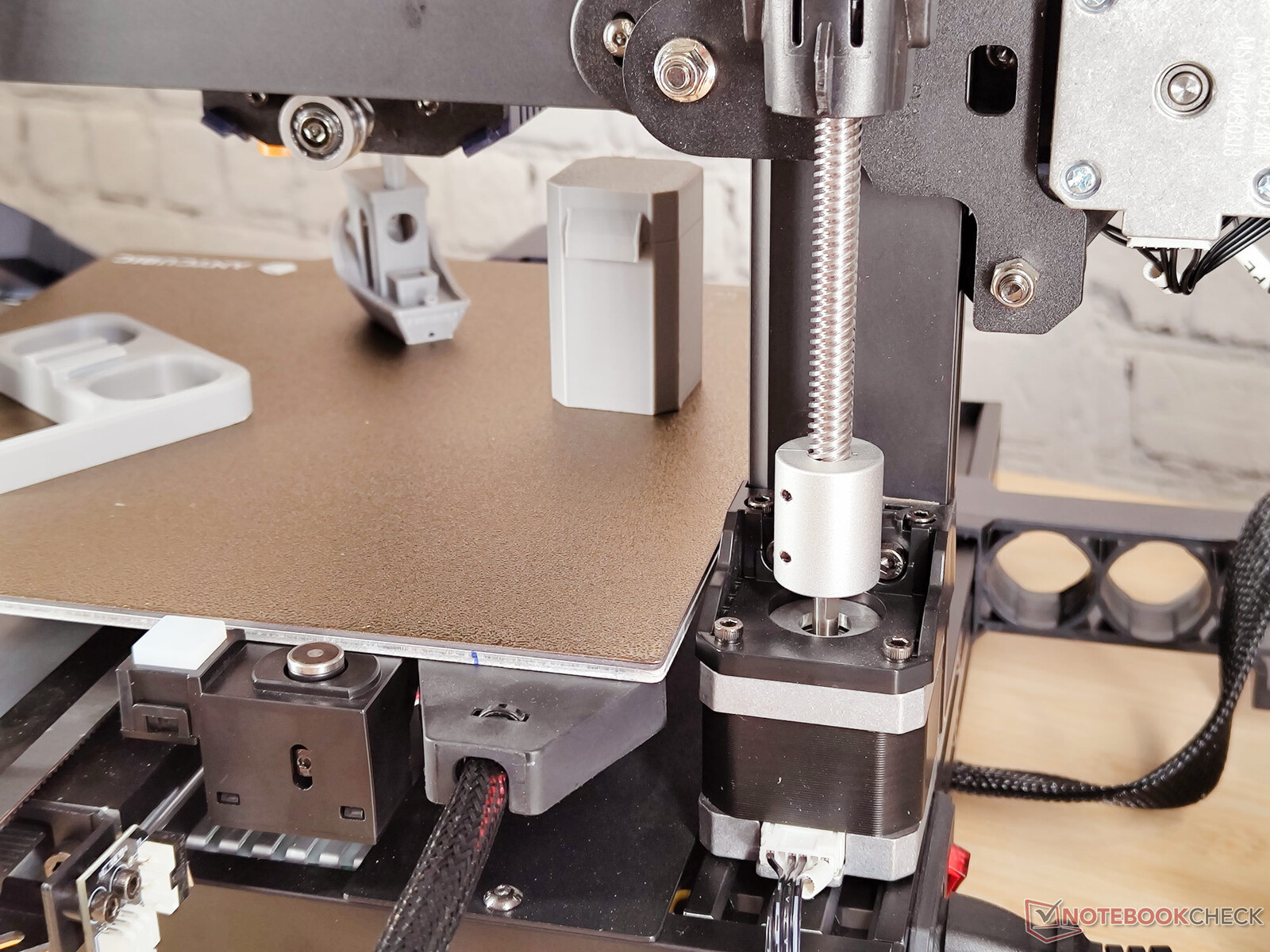
La base et l'arche de l'imprimante 3D sont toujours constituées de profilés d'aluminium à rainure en V. La barre transversale supérieure est également en plastique. La barre transversale supérieure est également toujours en plastique. Ce composant a apparemment été repris directement de la Cobra. Les écrous de fixation de l'ancien porte-rouleau sont toujours présents. Outre la tête d'impression considérablement modifiée, nous avons remarqué la première innovation majeure à l'arrière du lit d'impression lorsque nous l'avons déballé. Il y a maintenant un capteur qui permet de déterminer avec précision la distance entre les buses. Le recalibrage lors de la mise à niveau automatique du banc de maille appartient donc presque au passé. Les nouveaux axes en acier argenté sur lesquels tournent la tête d'impression et le lit d'impression, avec les roulements à billes SG15 correspondants, attirent également rapidement l'attention. Ce changement est une arme à double tranchant. D'une part, le nouveau design est beaucoup plus résistant à l'abrasion et devrait fonctionner plus en douceur. D'autre part, les essieux en acier argenté doivent être nettoyés beaucoup plus souvent et doivent toujours être bien lubrifiés. Pour ce faire, il est recommandé d'utiliser une huile mécanique fine appropriée. Les rouleaux en V en Delrin sont toujours utilisés pour l'axe Z. Cependant, ils sont maintenant entraînés sur les deux côtés de l'axe. Cependant, il est maintenant entraîné des deux côtés et dispose de la même mécanique que le Kobra Max. Les écrous T8 sont montés sur ressorts et peuvent ainsi compenser les imprécisions de fabrication.

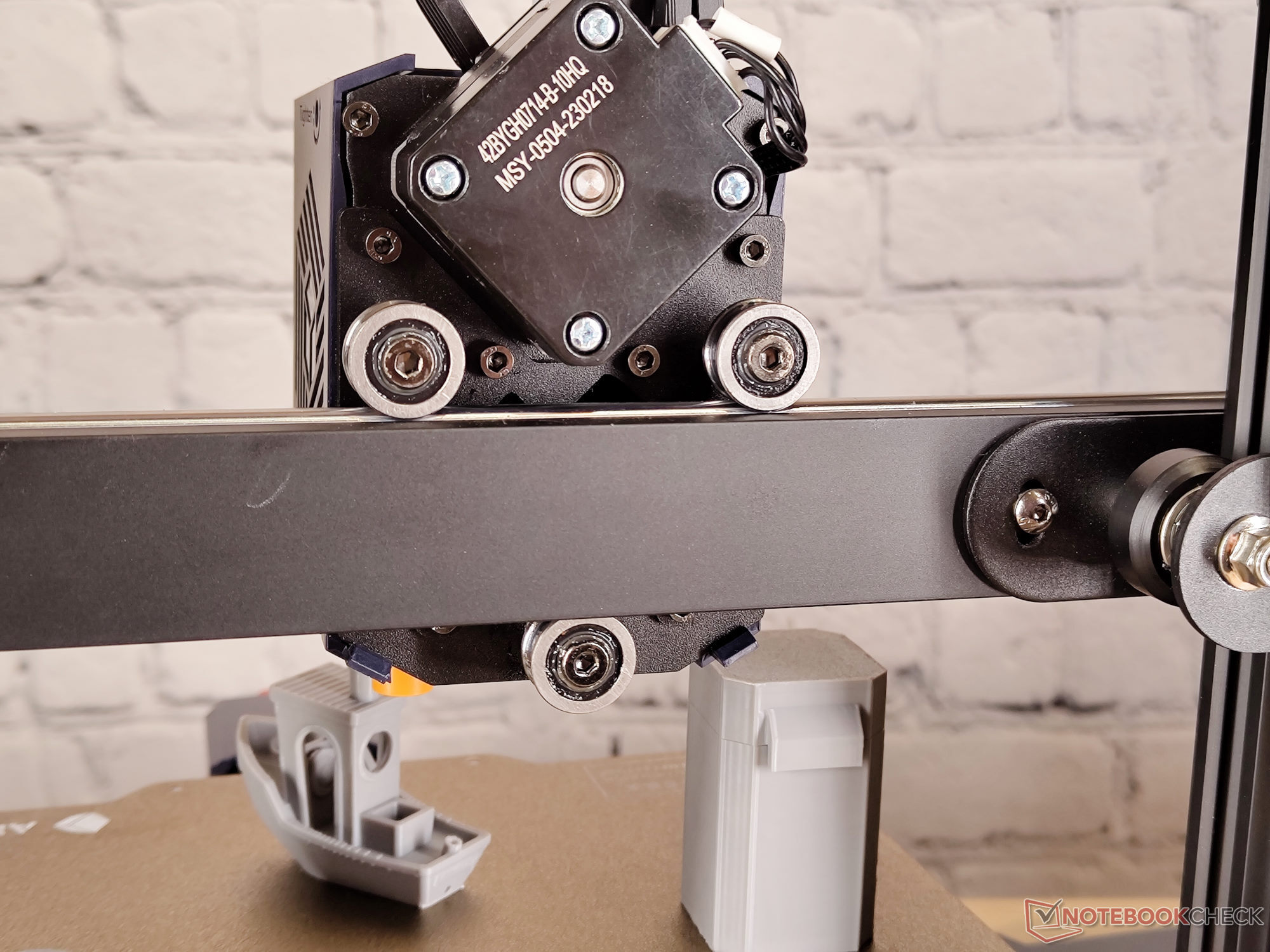
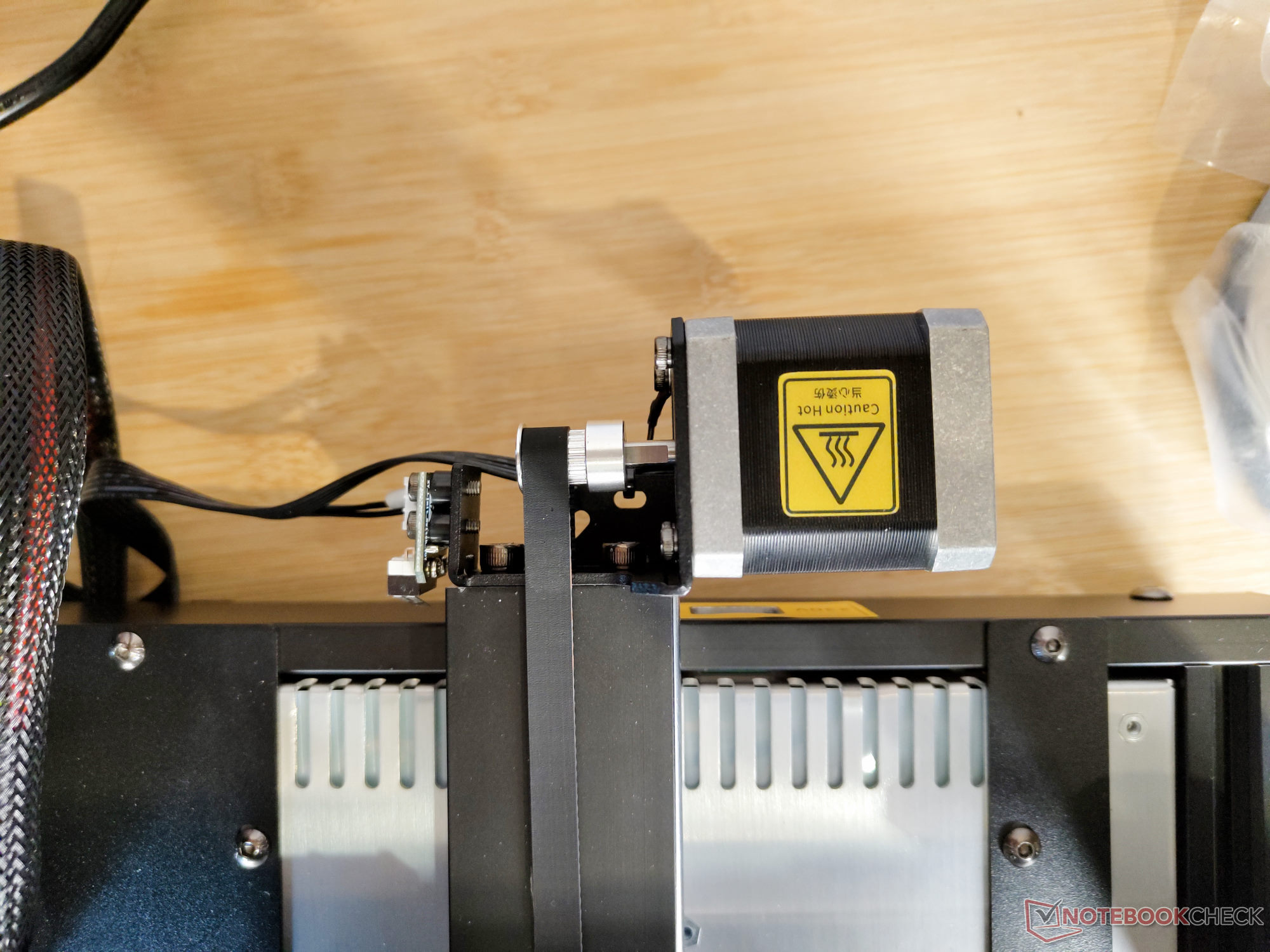
Le design de l'imprimante 3D reste donc stable et principalement angulaire. Une exception dans notre cas était le support de montage du moteur pas à pas Nema 17 à l'arrière de l'imprimante 3D. Celui-ci était légèrement déformé dans notre appareil de test. Par conséquent, la courroie d'entraînement de l'axe Y n'a pas pu être tendue correctement et n'a cessé de glisser contre la limite de la roue d'entraînement. Ce défaut, qui pourrait également être une petite avarie de transport, a pu être corrigé. Pour ce faire, nous avons complètement détendu la courroie et ramené les angles à 90°.
Malheureusement, rien n'a changé non plus dans la gestion des câbles de Cobra. En revanche, le nouveau porte-rouleau de filament ne fait qu'aggraver la situation. Quelle que soit la façon dont il est monté, le faisceau de câbles de l'extrudeuse traîne toujours sur le filament, sur le rouleau de filament ou directement sur le support. En définitive, les deux faisceaux de câbles mobiles entrent trop souvent en contact avec des composants fixes.
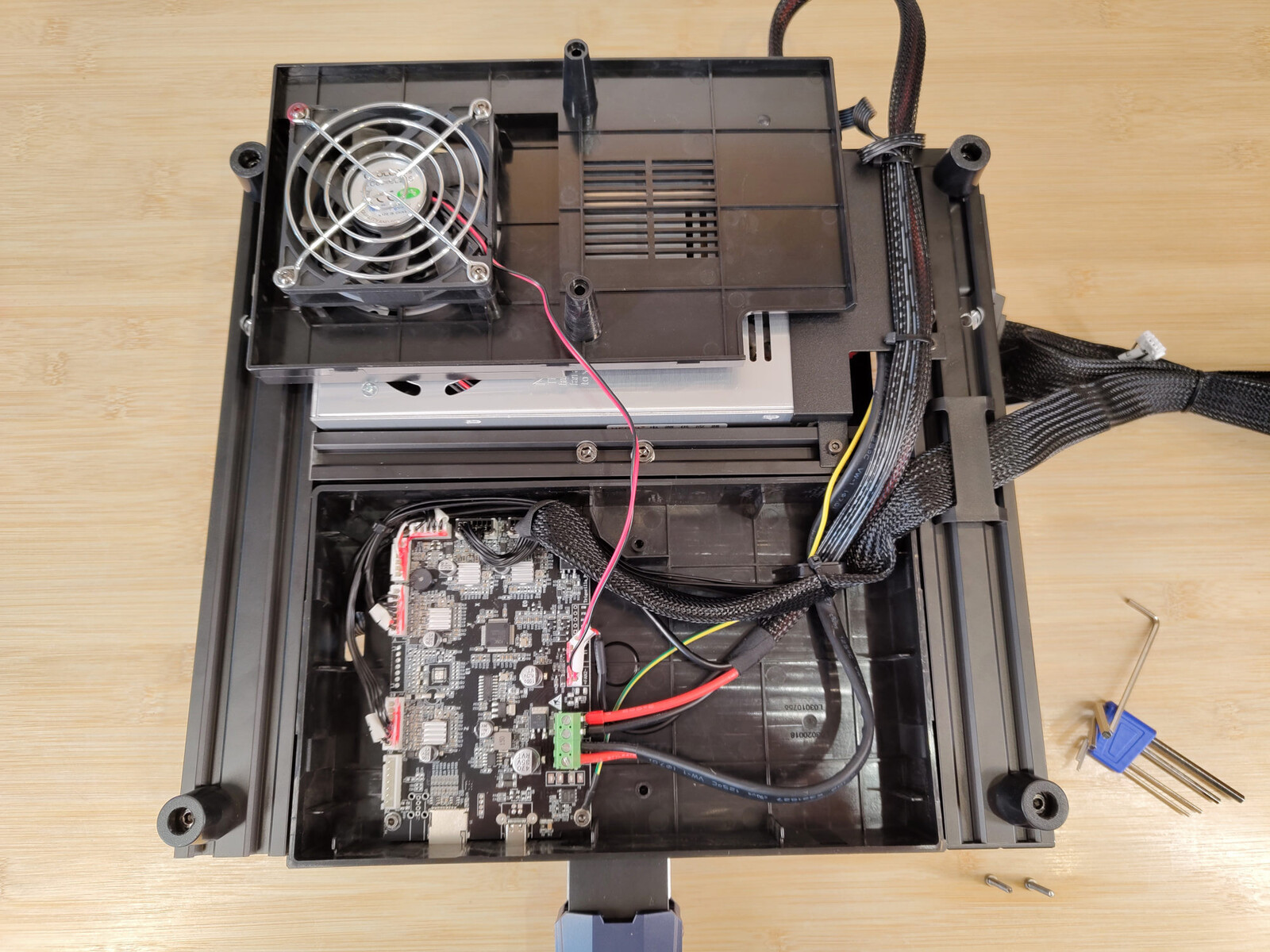
Carte mère
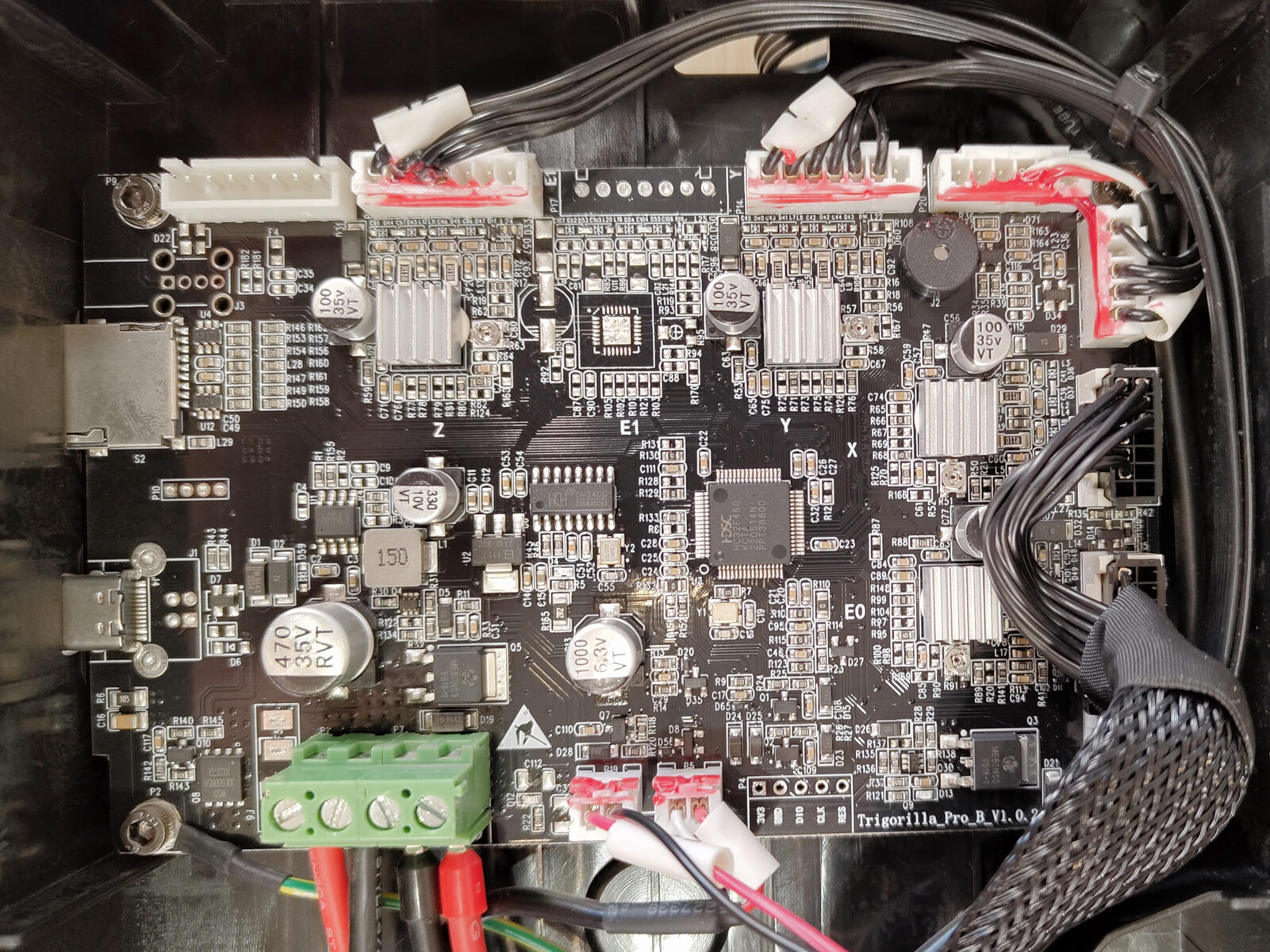
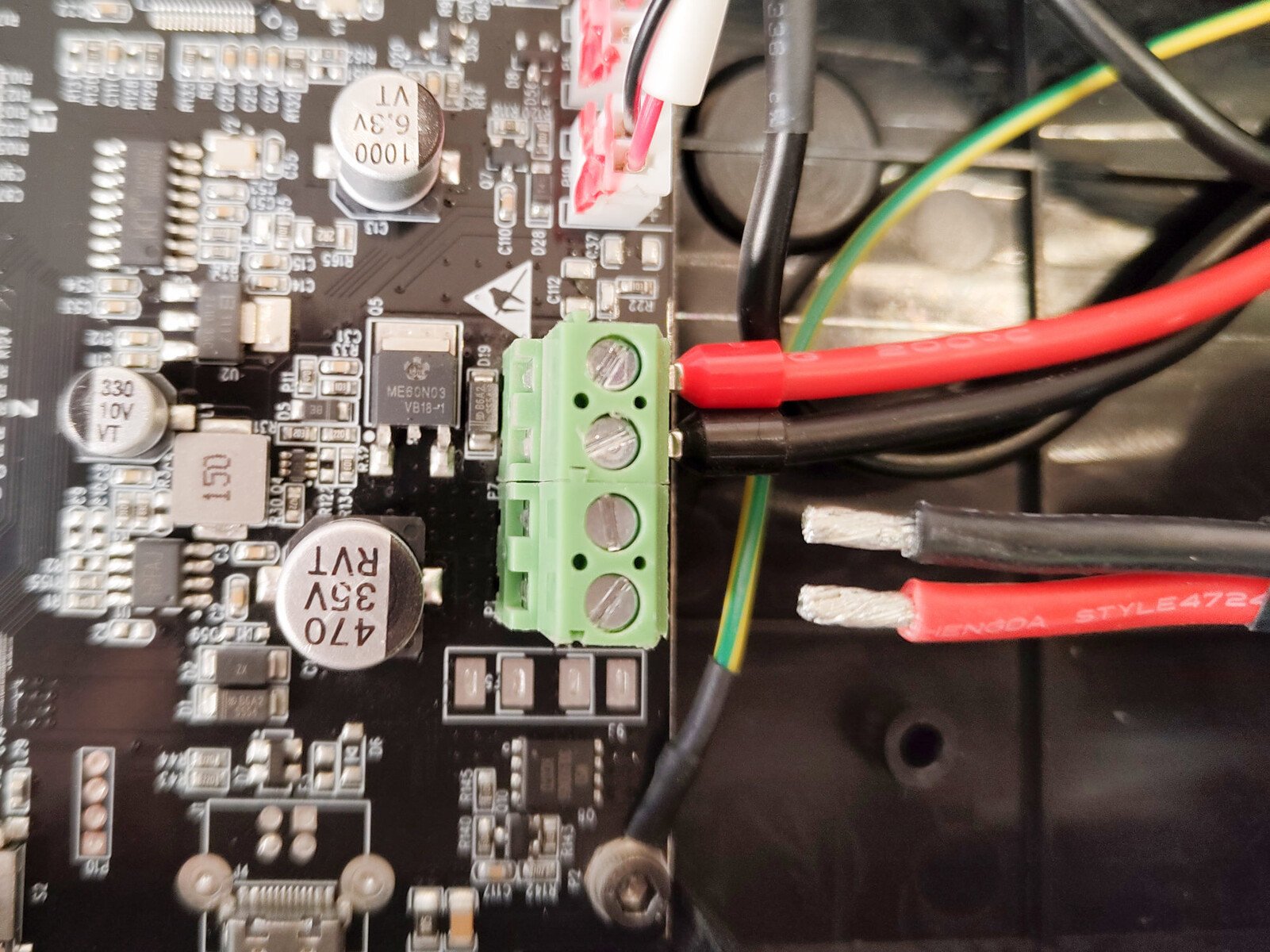
La carte Trigroilla Pro est visible ici dans sa version B. Il s'agit d'un développement propriétaire d'Anycubic qui n'offre malheureusement que peu d'options de mise à jour en raison de nombreuses connexions propriétaires.
La véritable innovation ici est une connexion USB-C.
Un HDSC hc32f460 est utilisé comme microcontrôleur sur la carte. La puce 32 bits avec un cœur Cortex M4 fonctionne à 200 MHz. Ainsi, l'Anycubic Kobra 2 dispose d'une puissance de calcul suffisante.
Il est décevant de constater qu'Anycubic n'équipe toujours pas toutes les extrémités des câbles de cosses. Deux des brins sont encore étamés. Avec le temps, la soudure peut couler et affaiblir la connexion électrique.
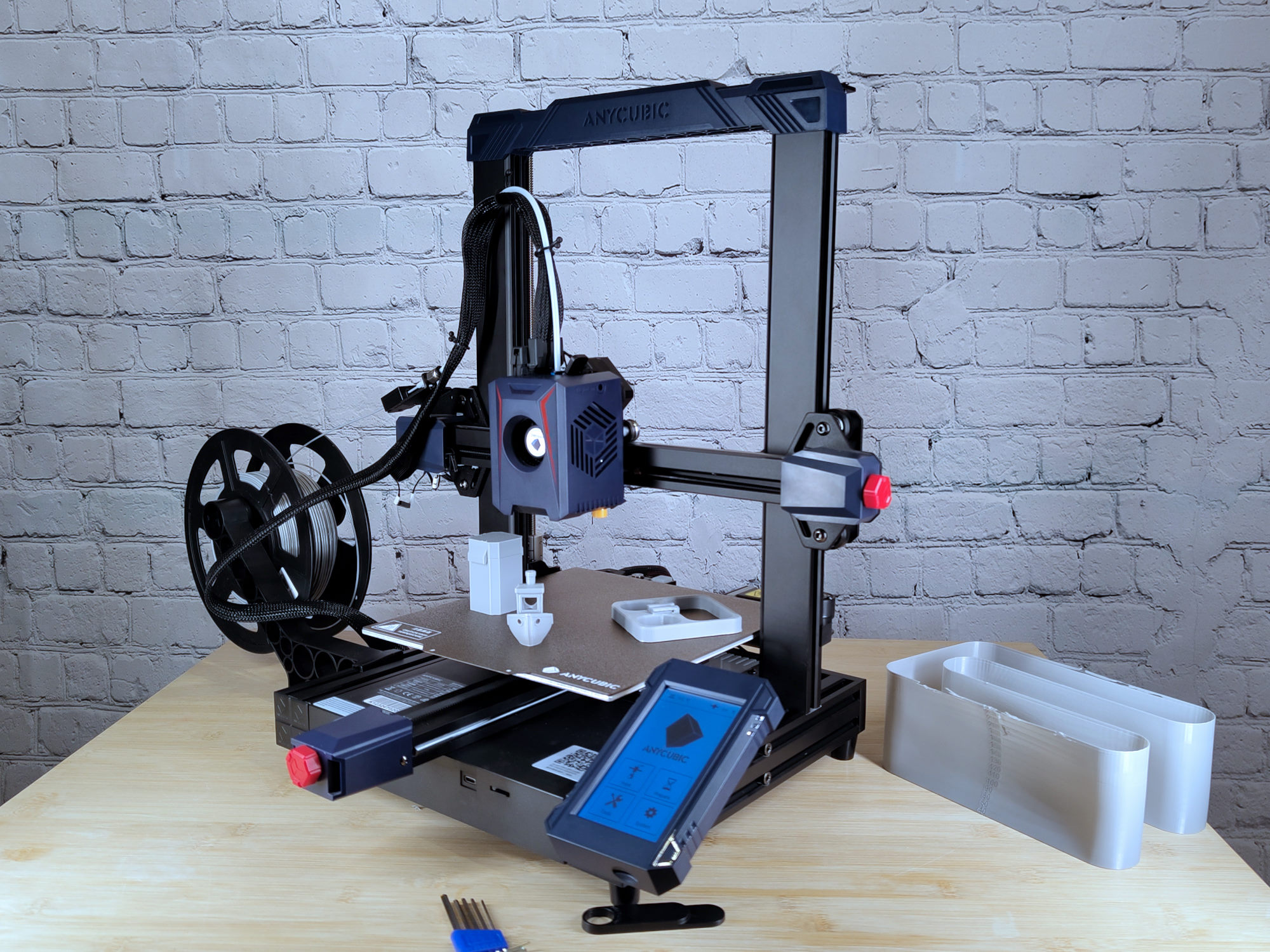
Structure et mise en place
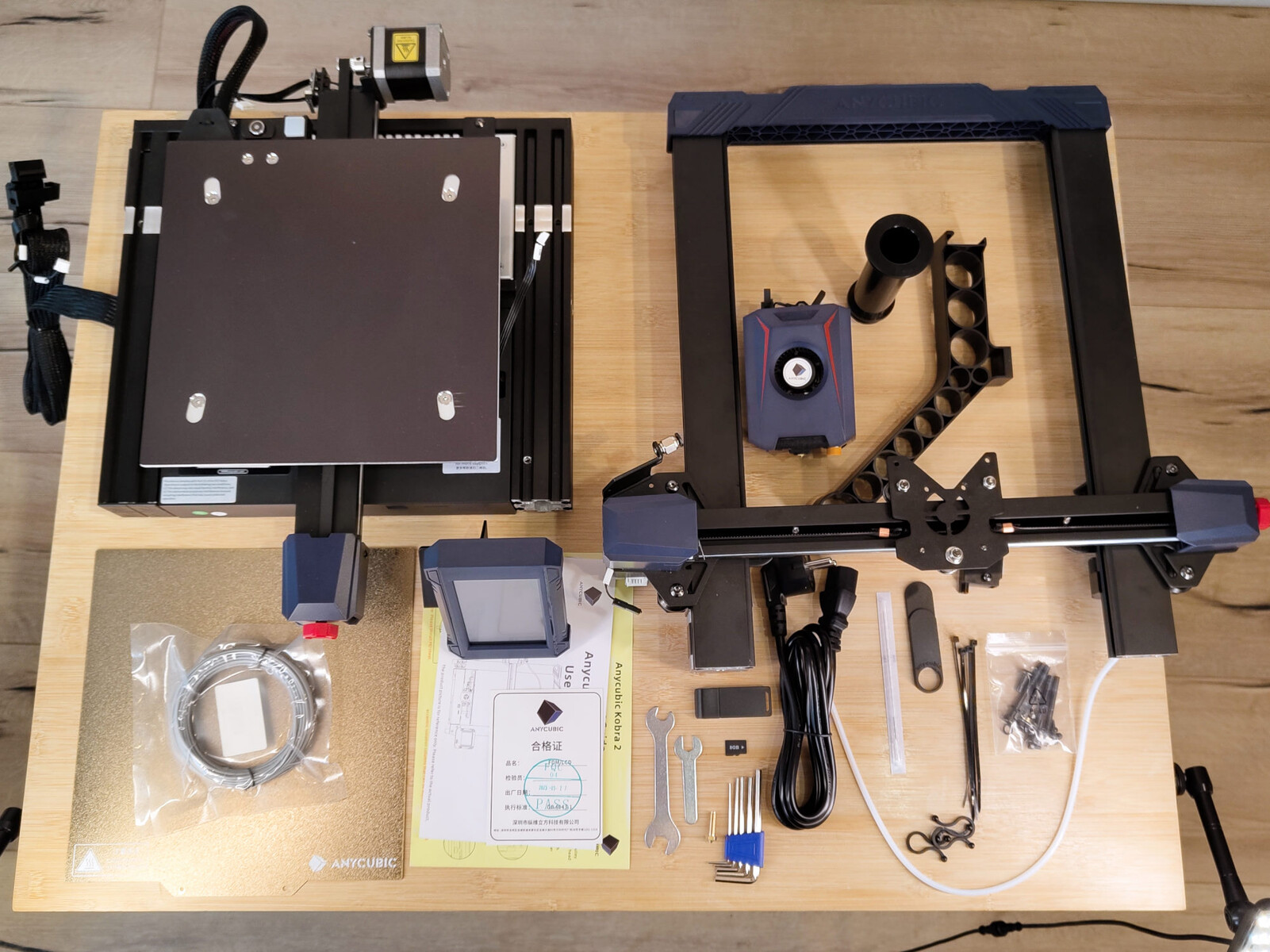

Pour l'expédition, l'imprimante 3D est démontée en quatre parties. L'assemblage complet n'est pas très difficile : onze vis au total doivent être vissées. Les clés Allen et autres outils nécessaires sont fournis par Anycubic. Enfin, à l'aide de l'outil AnchorMake M5nous avons vu à quel point l'assemblage d'une imprimante 3D peut être facile lorsque le fabricant fournit l'emballage comme aide à l'assemblage. Ce n'est pas le cas avec Anycubic. Ici, c'est surtout le montage de l'arche qui est un peu délicat. Les longues vis doivent être vissées par le bas. Pour ce faire, la base peut être inclinée ou placée sur le bord de la table. Une autre difficulté réside dans le fait que, sur le côté gauche de l'imprimante, un faisceau de câbles recouvre partiellement le trou d'une vis. Une fois la feuille montée, l'écran et la tête d'impression sont fixés aux endroits appropriés. Tous les câbles sont étiquetés, de sorte qu'il n'est pas difficile de les assigner aux prises appropriées. L'assemblage complet nous a pris environ 20 minutes.
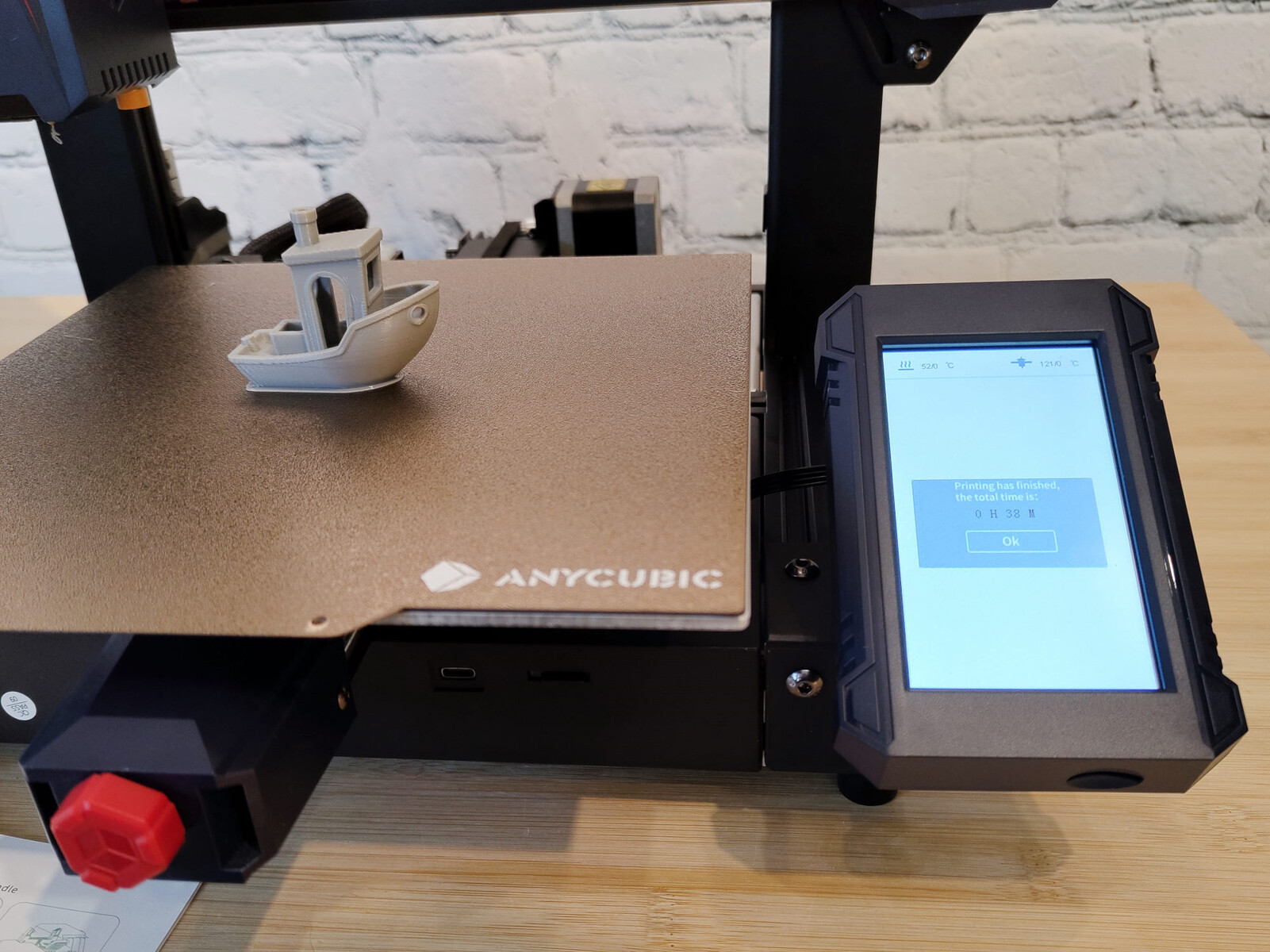
Après l'assemblage, l'Anycubic Kobra 2 peut être mise en service immédiatement. La carte SD contient déjà quatre fichiers prêts à imprimer. Il y a également une copie de Prusa Slicer 2.5 et un fichier de configuration correspondant sur la carte SD. Cependant, avant la première impression, le programme de mise à niveau du lit doit être exécuté. Grâce à un capteur à induction et à un capteur de buse, la Kobra 2 détermine la distance entre la buse et le lit d'impression sur l'ensemble de la surface de manière totalement indépendante. Un réglage manuel de la zone d'impression de 220 x 220 mm n'est ni nécessaire ni possible.
Nous avons décidé de commencer par imprimer un banc 3D classique directement à partir des fichiers fournis. La partie inférieure de l'objet fini montre ici que les résultats du nivellement automatique n'étaient pas tout à fait parfaits. Avant l'impression suivante, nous avons réduit la distance entre les buses de 0,05 mm dans le menu de Kobra 2.
Contrôle
Comme la plupart des imprimantes 3D d'Anycubic, la Kobra 2 est commandée par un écran tactile. L'interface utilisateur est en anglais à la livraison et peut être commutée en chinois. L'imprimante 3D ne prend pas en charge d'autres langues. Quatre sous-menus clairement structurés sont accessibles à partir de l'écran d'accueil. Les codes GC enregistrés, la température, la vitesse d'impression, le contrôle du ventilateur et le nivellement du lit de maille sont accessibles à partir de l'écran de démarrage. Si vous souhaitez obtenir davantage d'informations ou d'options de contrôle, vous ne pouvez pas vous passer de programmes tels que Pronterface et de la connexion série via USB.
Pour convertir un fichier 3D dans le GCode que l'imprimante 3D comprend, un programme correspondant est nécessaire. Jusqu'à présent, Anycubic livrait le slicer Ultimaker Cura avec les fichiers de configuration correspondants. Cependant, la carte SD du Kobra 2 contient un fichier d'installation pour Prusa Slicer ainsi qu'un fichier de configuration. Ceux qui ne sont pas à l'aise avec le programme devront probablement créer leur propre fichier de configuration pour Cura. Cependant, Prusa Slicer n'est en rien inférieur à Ultimaker Cura et peut également se vanter d'utiliser le même Arachne Slice Engine. La raison pour laquelle Anycubic ne l'a pas activé par défaut dans le fichier de configuration nous échappe, car Arachne offre une bien meilleure qualité d'impression et des temps d'impression plus courts. Anycubic spécifie également les vitesses de manière plutôt conservatrice, étant donné que le fabricant annonce une vitesse d'impression allant jusqu'à 250 mm/s pour l'imprimante 3D.
Performance
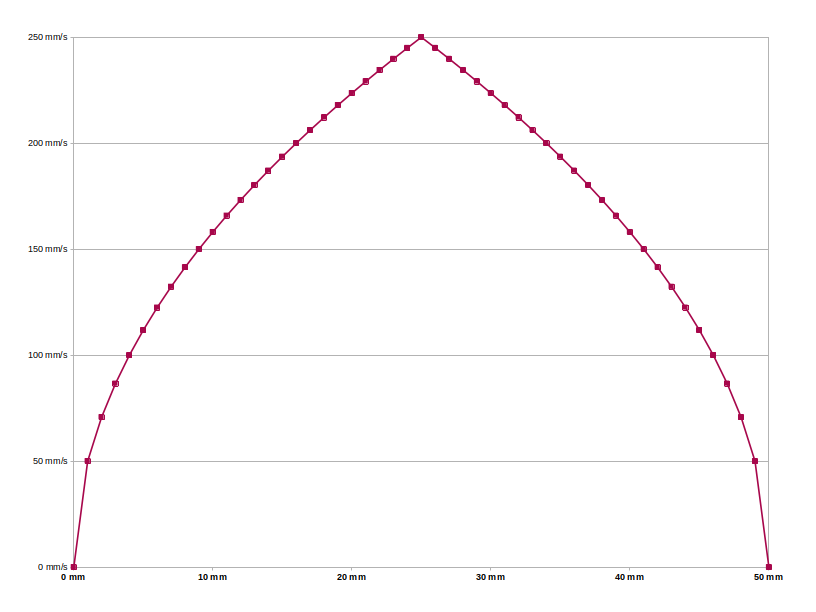
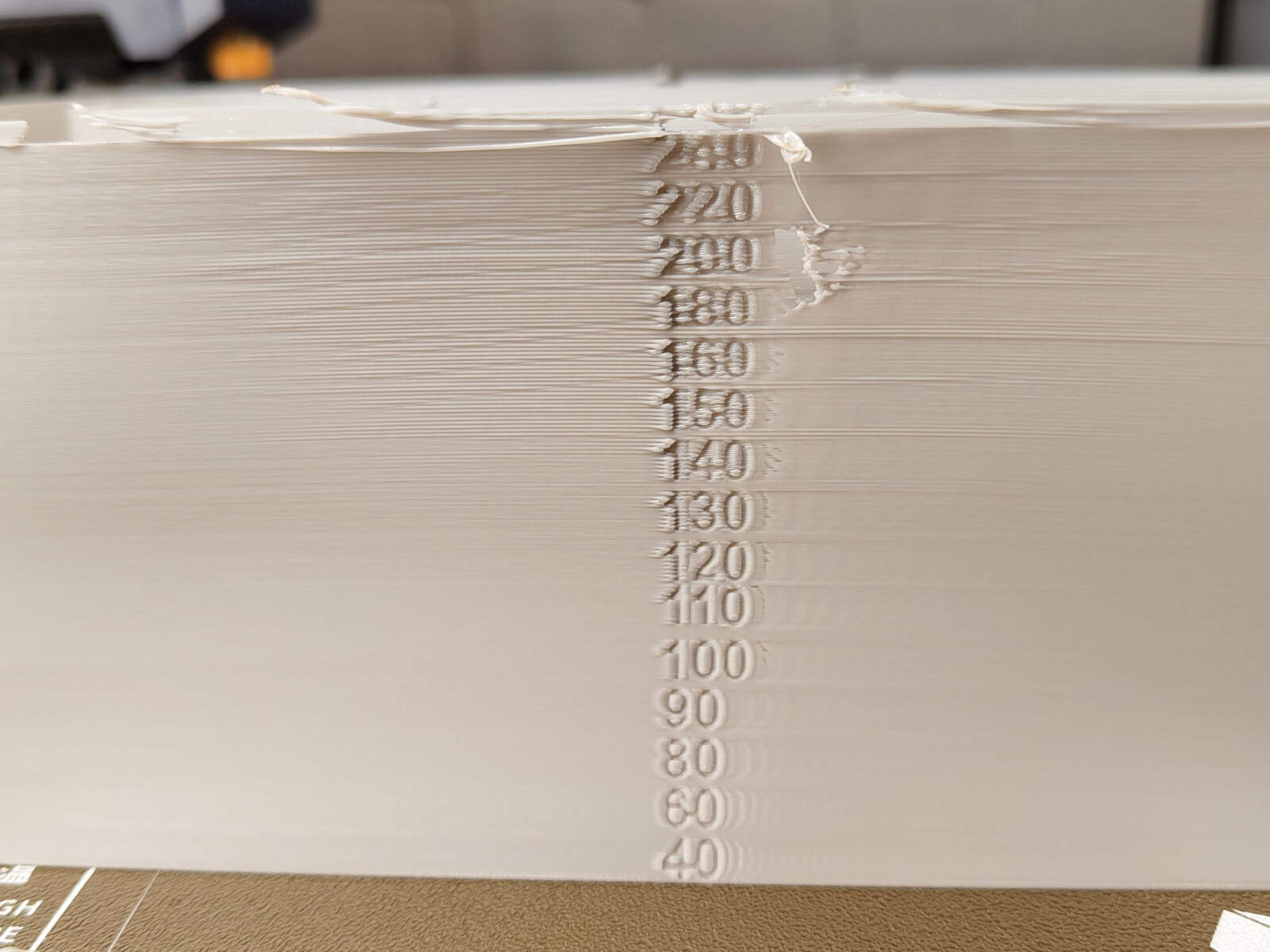
Anycubic suscite de grandes attentes en promettant 250 mm/s. Dans la pratique, 150 mm/s semblent plus réalistes. Dans la pratique, 150 mm/s semblent plus réalistes. Bien que la puissante combinaison de l'extrudeuse et du hotend puisse transporter suffisamment de plastique pour atteindre plus de 250 mm/s, c'est le système de mouvement qui limite la vitesse. Même à la vitesse de 150 mm/s recommandée par Anycubic, les résultats d'impression montrent des signes évidents d'une vitesse trop élevée. De plus, les réglages de la Cobra 2 prévoient des accélérations relativement faibles de 2 500 mm/s. Pour atteindre 250 mm/s à cette valeur d'accélération, il faudrait des lignes droites d'au moins 50 mm de long. Néanmoins, l'imprimante 3D produit des objets d'une qualité plus qu'acceptable.
Lit d'impression
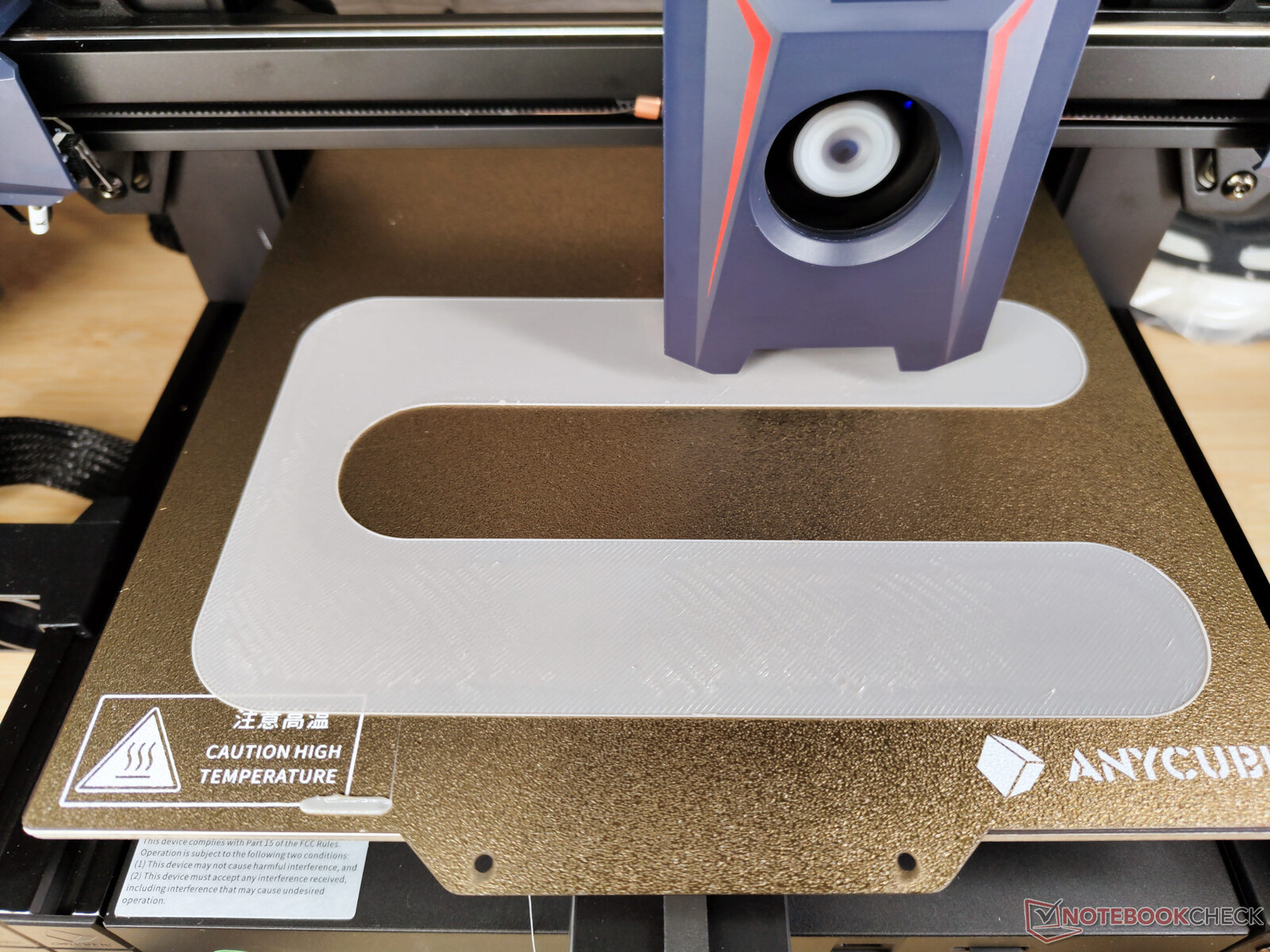
Le lit d'impression de l'Anycubic Kobra 2 est également constitué d'une structure multicouche. La base est une plaque d'aluminium d'environ 2 mm d'épaisseur. Elle est chauffée par le dessous. Sur la face supérieure, une feuille magnétique est collée sur presque toute la surface. La plaque d'impression magnétique en acier à ressorts revêtu de PEI est appliquée sur cette feuille. Le revêtement PEI est fortement rugueux et assure une bonne adhérence. La condition préalable est toutefois que la surface soit propre et exempte de graisse et qu'elle ait été chauffée au-dessus de la température de transition vitreuse du filament. Le PEI étant très résistant aux produits chimiques, la soude caustique, l'acétone ou l'alcool peuvent également être utilisés pour le nettoyage.
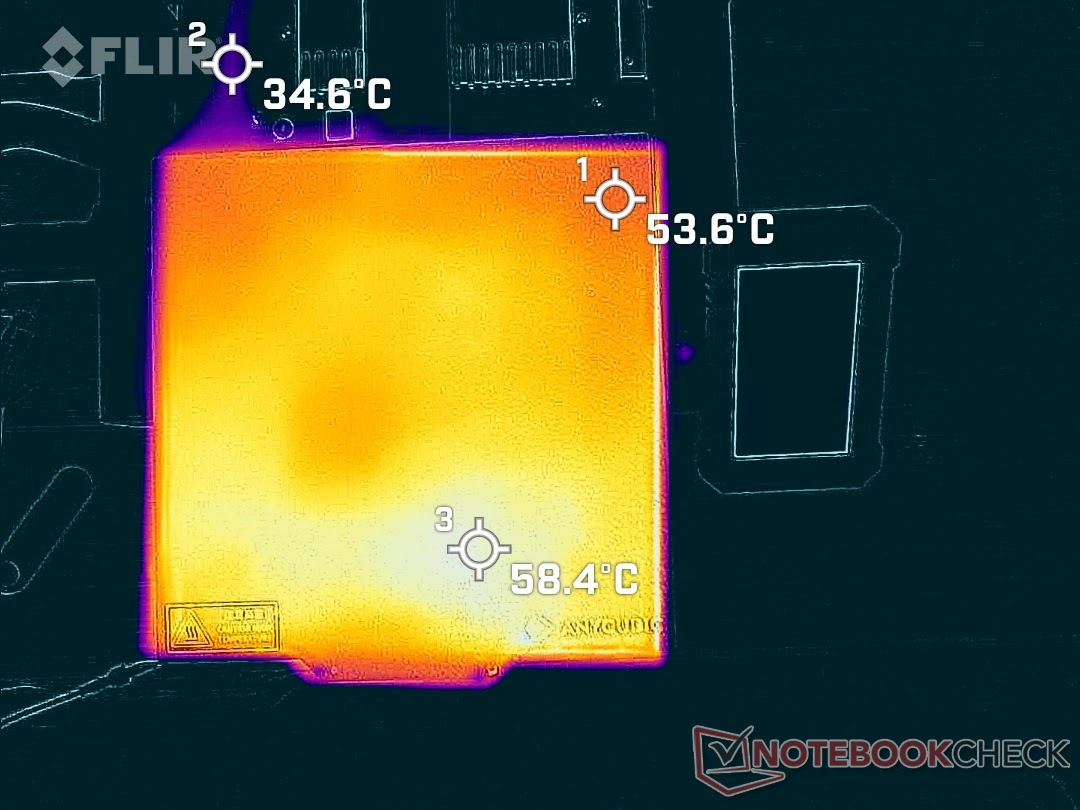
Le dessous du lit d'impression n'est pas isolé. Sans isolation , l'imprimante 3D consomme plus d'énergie et le lit d'impression présente des différences de température plus importantes. L'image thermique montre des températures comprises entre 53,6 °C et 58,4 °C pour une température cible de 60 °C sur l'appareil d'essai. À une température ambiante de 22,6 °C, le faisceau de câbles vers le lit d'impression chauffe jusqu'à 34,6 °C. Ce faible échauffement est la preuve d'un choix judicieux de la section du câble menant au lit d'impression. Le câble doit transmettre jusqu'à 400 watts. La température de fonctionnement de 60 °C pour l'impression du PLA est ainsi atteinte en 100 secondes environ. Le lit d'impression peut être chauffé jusqu'à 110 °C au maximum. Cela prend plus de 5 minutes.
LeviQ 2.0 Mise à niveau automatique du lit en treillis
Dans la pratique de l'impression 3D, une bonne première couche détermine souvent le succès ou l'échec d'une impression 3D. Avec LeviQ 2.0, l'Anycubic Kobra 2 fait un pas de plus pour permettre à l'utilisateur de configurer l'imprimante 3D de manière optimale. Comme nous l'avons constaté lors de nos tests, ce processus doit également être configuré par l'utilisateur en premier lieu, mais ce n'est qu'une seule étape qui garantit un résultat parfait. Après avoir configuré l'imprimante 3D, il est important de régler correctement la position du capteur dans le micrologiciel. Si la buse du filament touche le capteur exactement au milieu, les résultats de LeviQ 2.0 seront presque parfaits. Nous n'y avons pas prêté attention au début, ce qui signifie que la distance entre la buse et le lit d'impression était trop grande dans le premier test 3DBenchy et trop petite dans le test FDM Notebookcheck. Ce n'est que vers la fin de la période de test que nous nous sommes rendu compte de cette erreur.
LeviQ 2.0 mesure le lit d'impression en 25 points à l'aide d'un capteur de proximité inductif. La buse est ensuite chauffée sur l'extrudeuse, nettoyée sur le tampon en silicone et également mesurée. L'utilisateur final n'a plus qu'à lancer le processus via le menu de l'écran tactile, et l'Anycubic Kobra 2 fait le reste tout seul. Le processus dure environ cinq minutes.
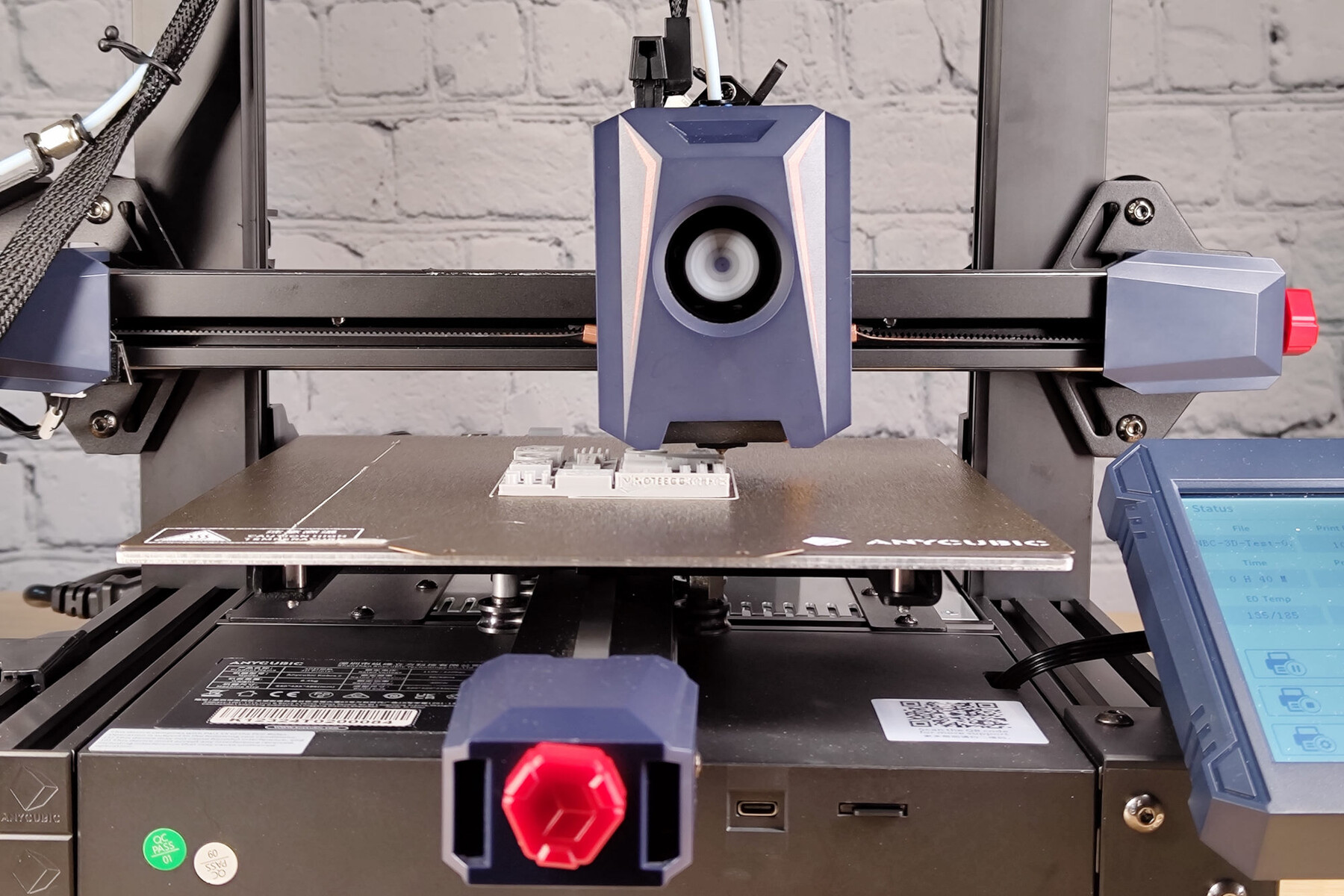
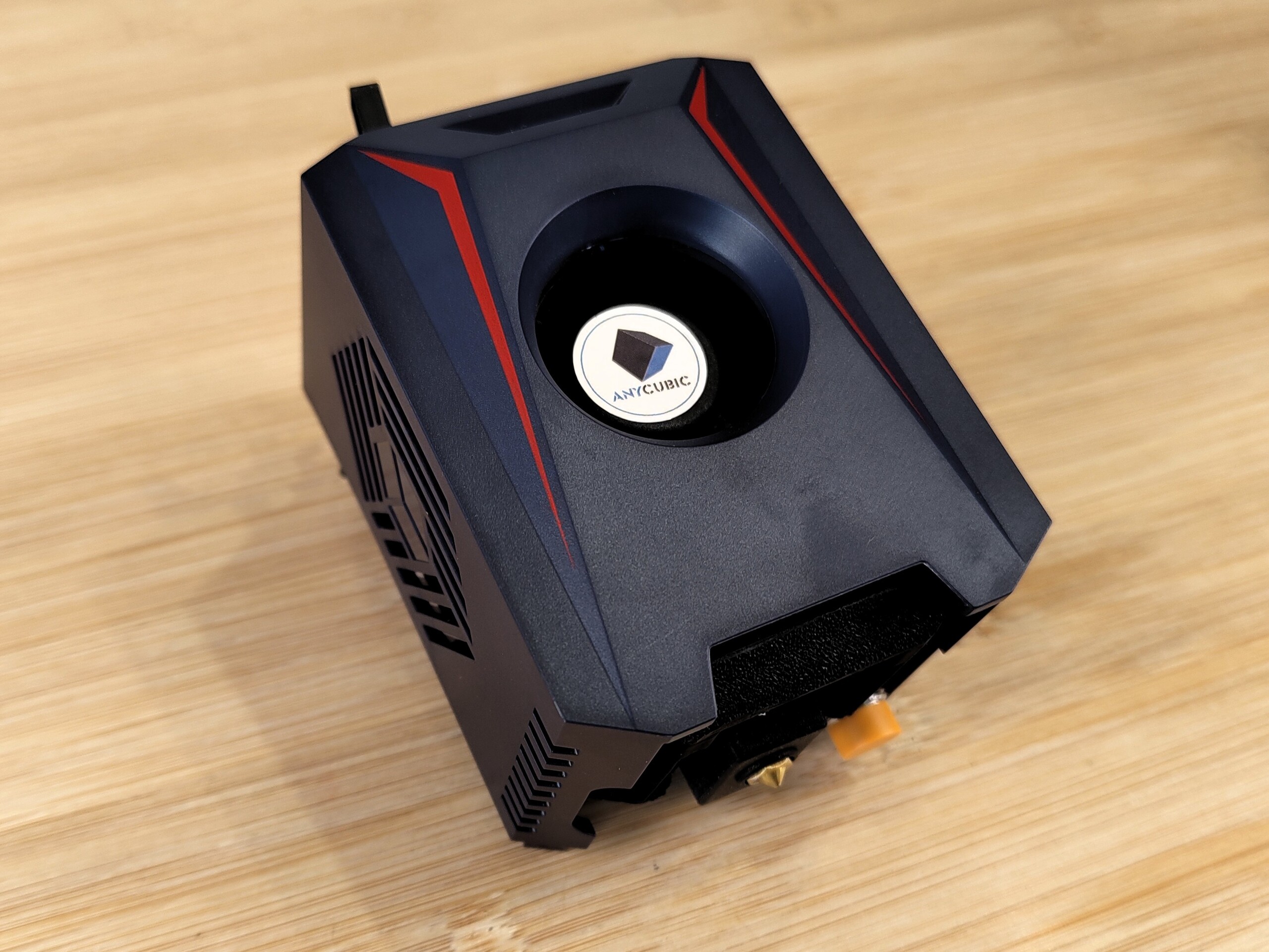
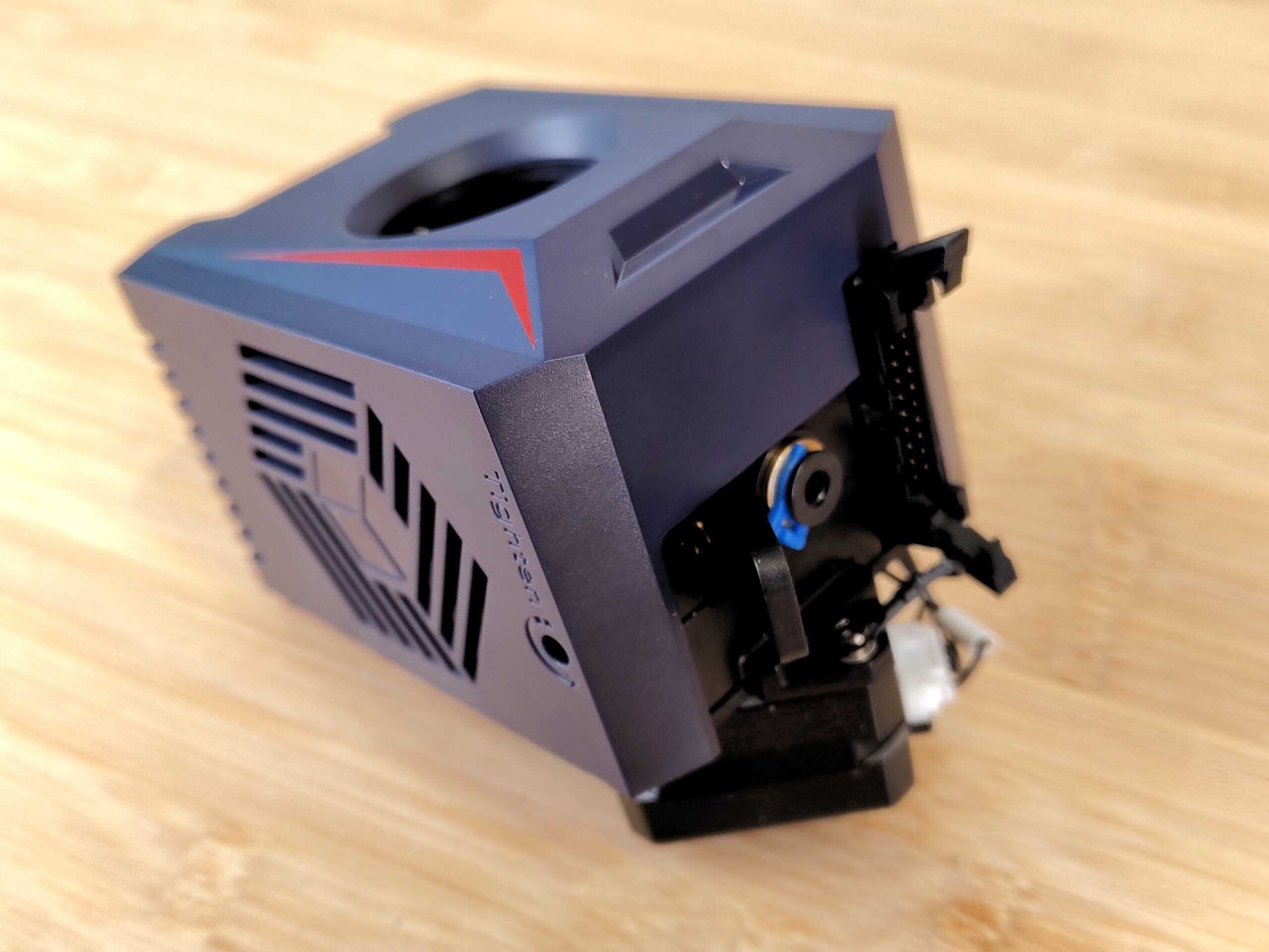
Hotend et extrudeuse
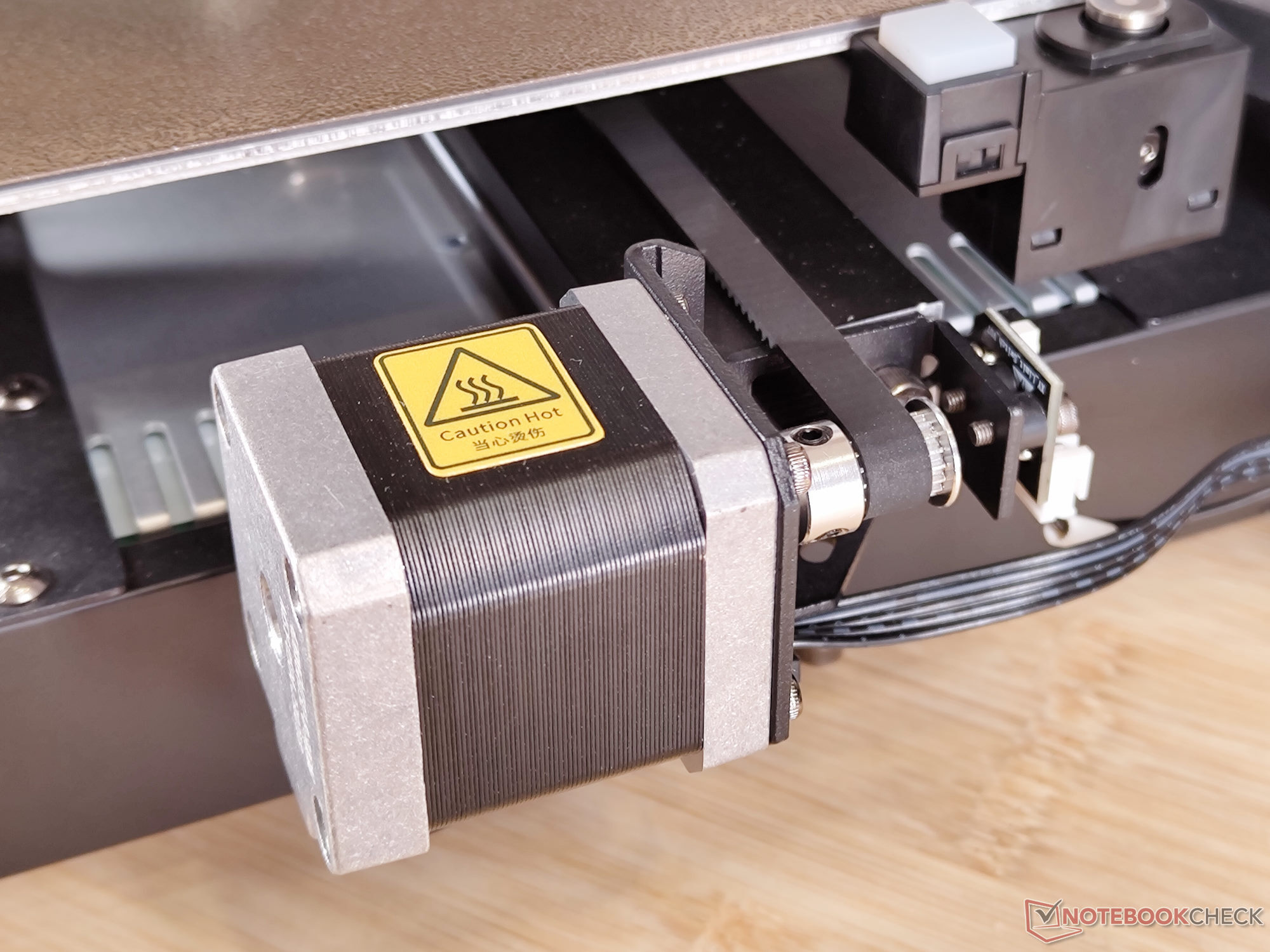
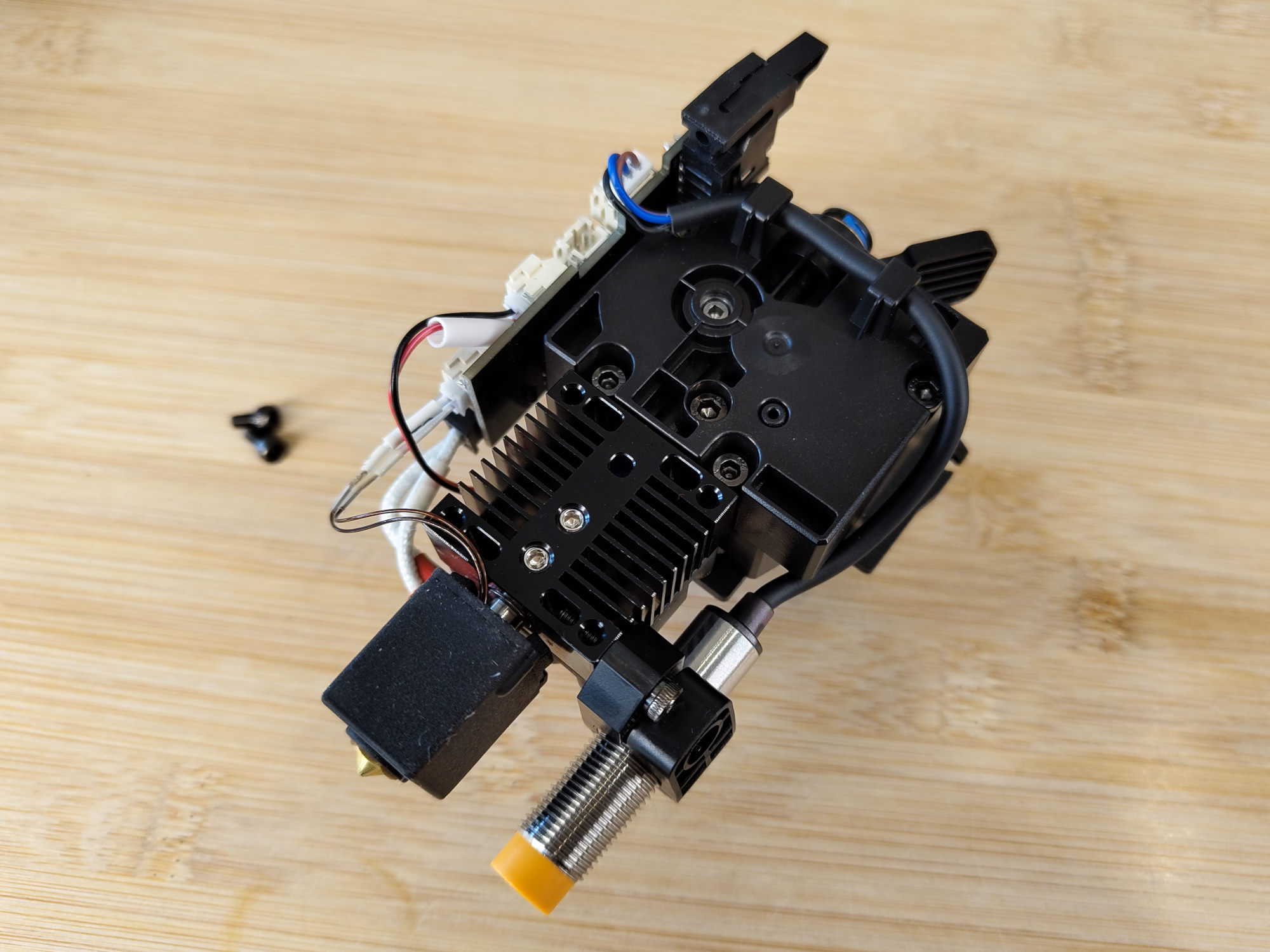
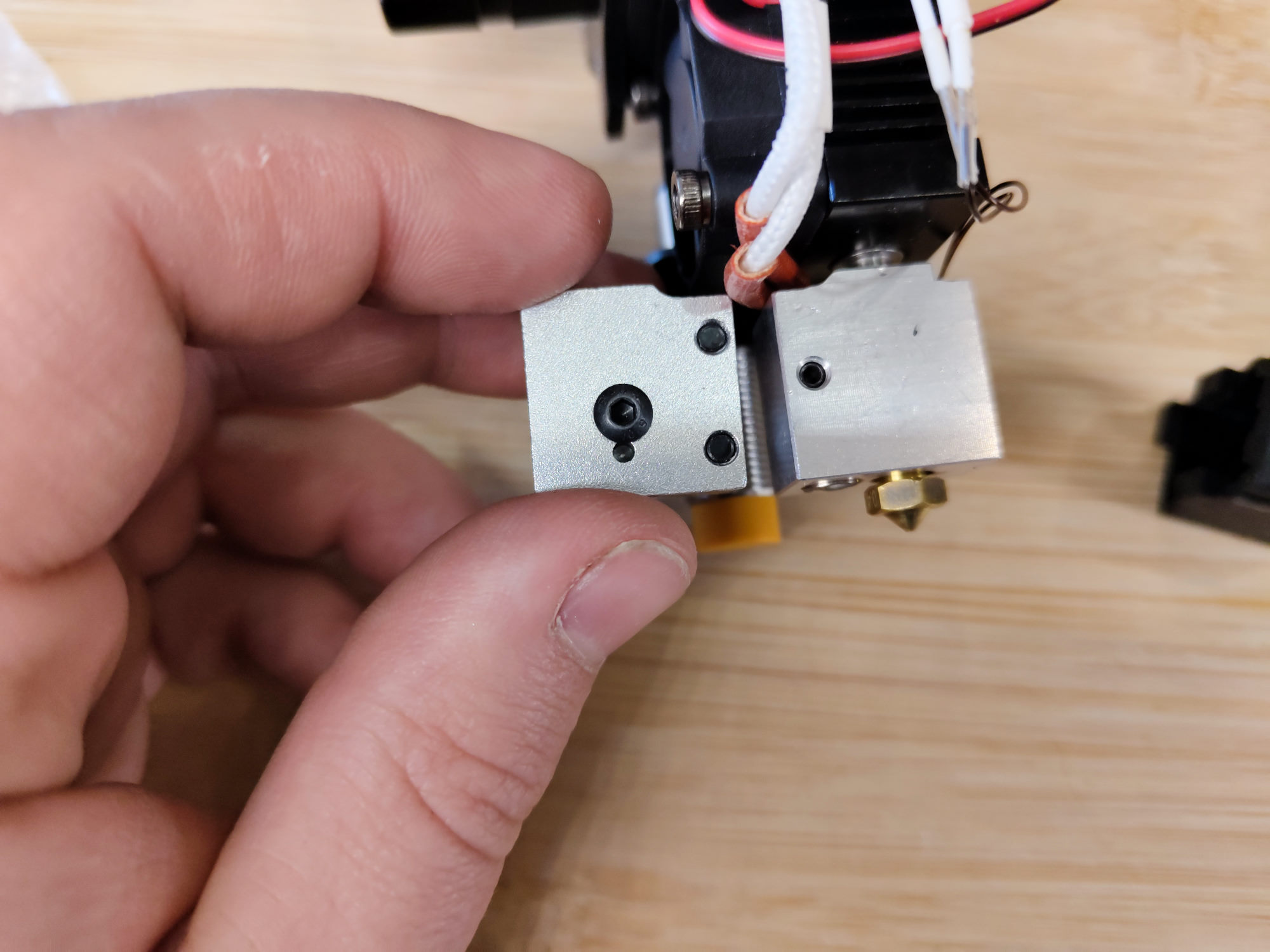
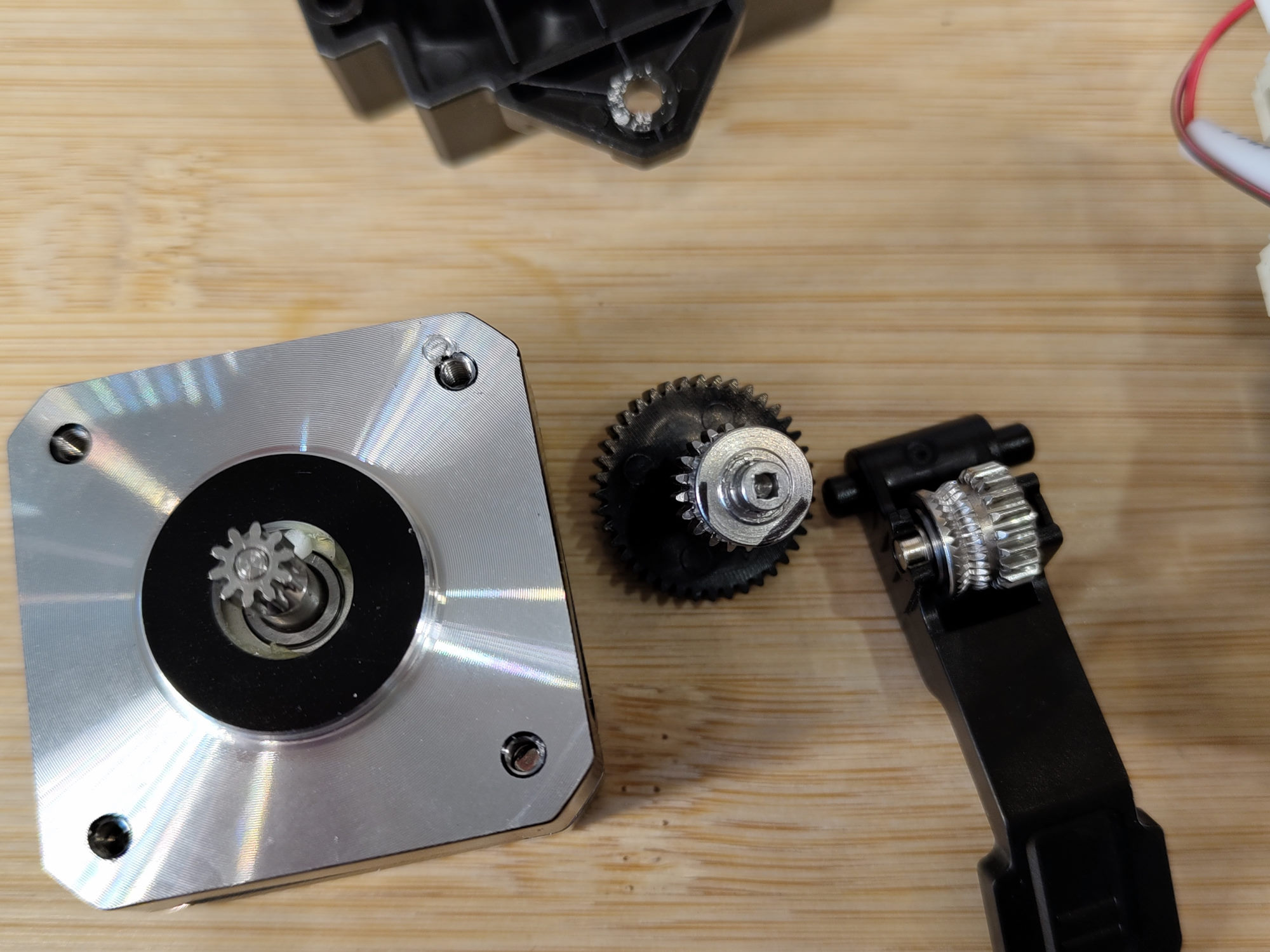
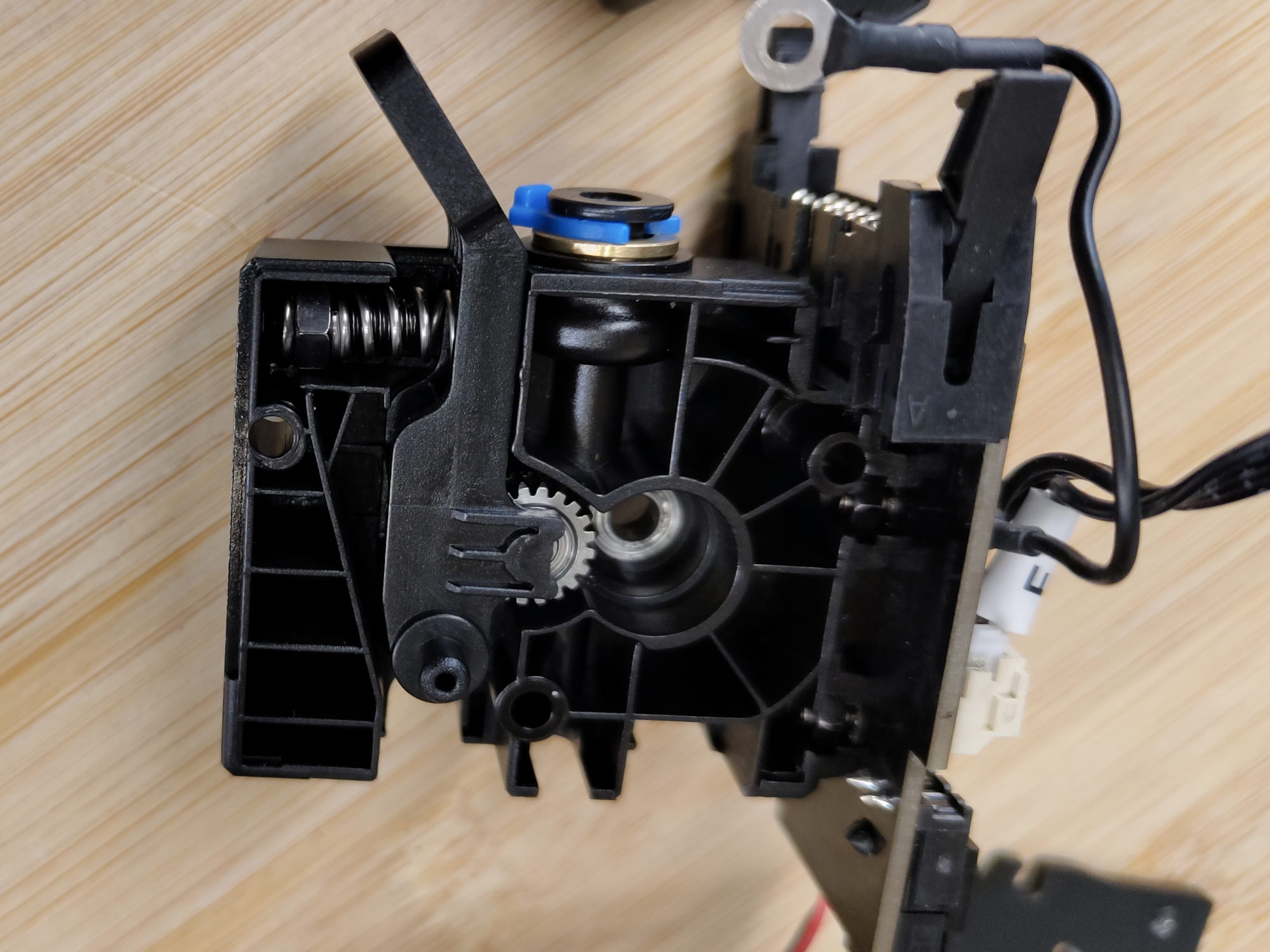
Les changements les plus visibles sur la nouvelle Cobra 2 sont probablement le hotend, l'extrudeur et le design de la tête d'impression. L'extrudeuse se trouve directement au-dessus du hotend, il s'agit donc toujours d'une extrudeuse à entraînement direct. Mais aucun composant ne reste inchangé. Le bloc chauffant et la filière sont désormais au format Volcano. Des deux côtés, le filament dans l'extrudeuse est entraîné par un moteur pas à pas NEMA 17. Celui-ci est monté de manière à ce que son centre de gravité soit approximativement au-dessus de l'axe X de l'imprimante. L'ensemble de la tête d'impression est ainsi beaucoup mieux équilibré que son prédécesseur.
Le hotend Volcano est chauffé avec une puissance maximale de 60 watts. Cela signifie qu'il atteint sa température de fonctionnement en quelques secondes et qu'il peut la maintenir même à des débits élevés.

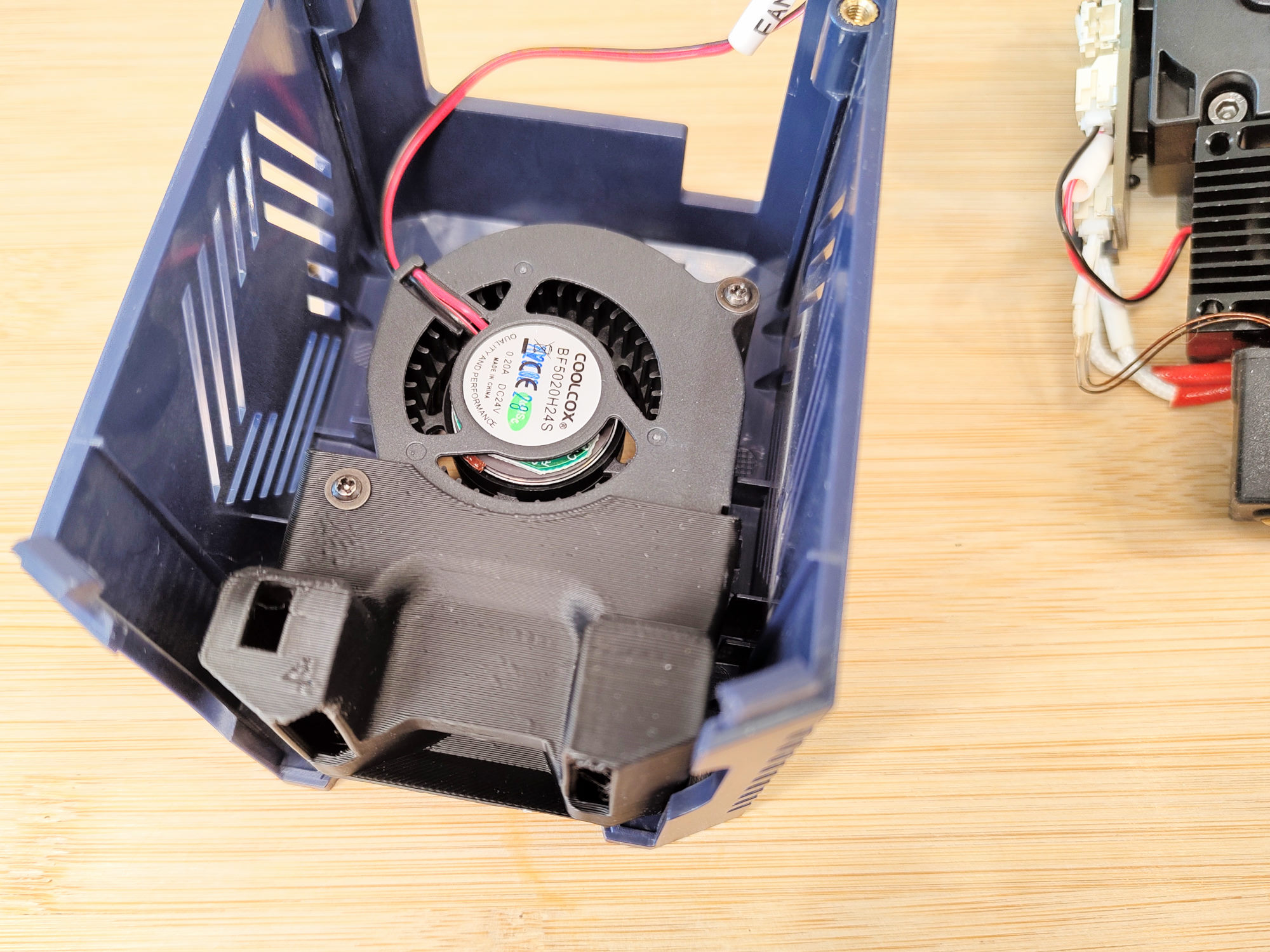

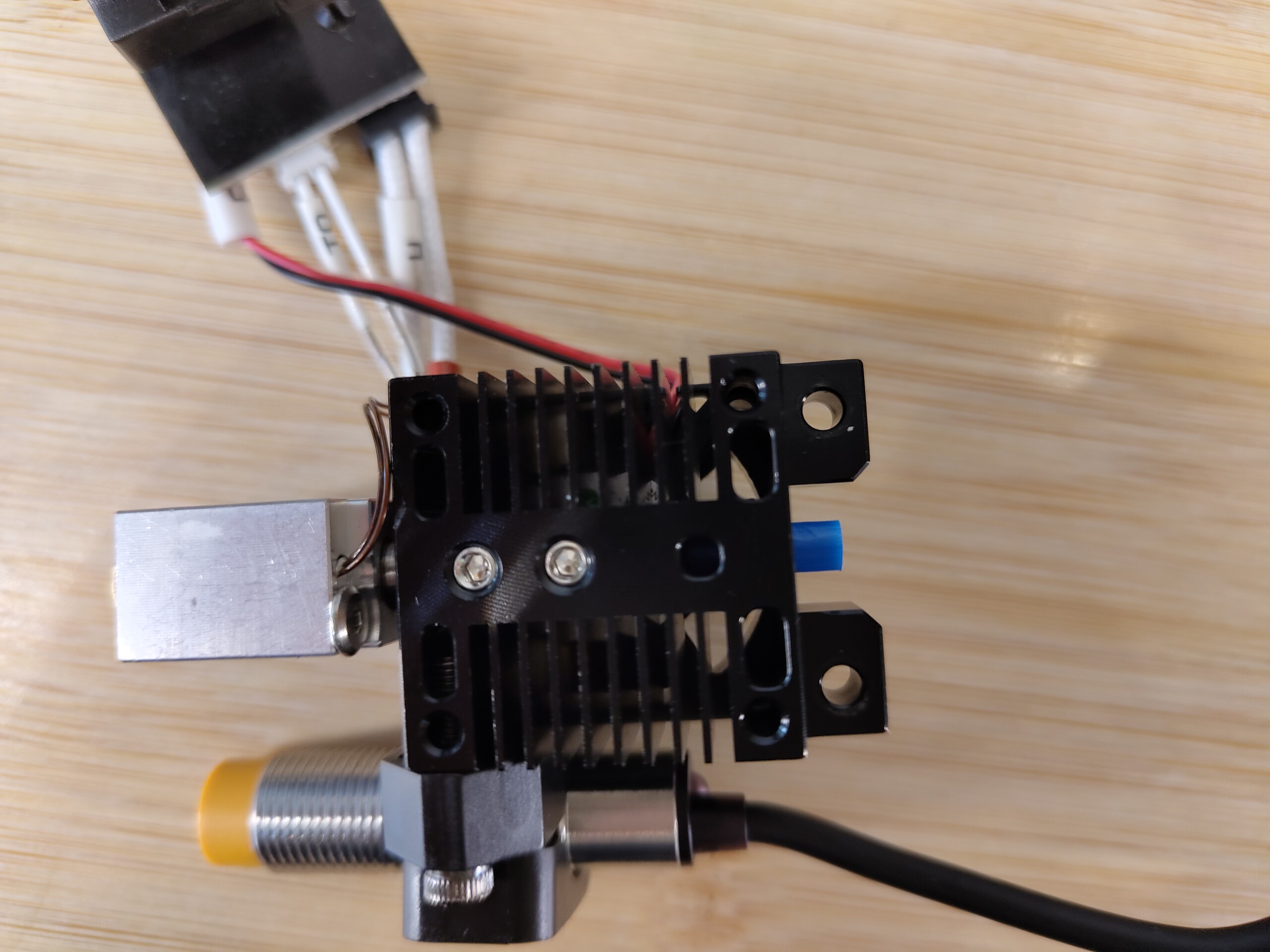
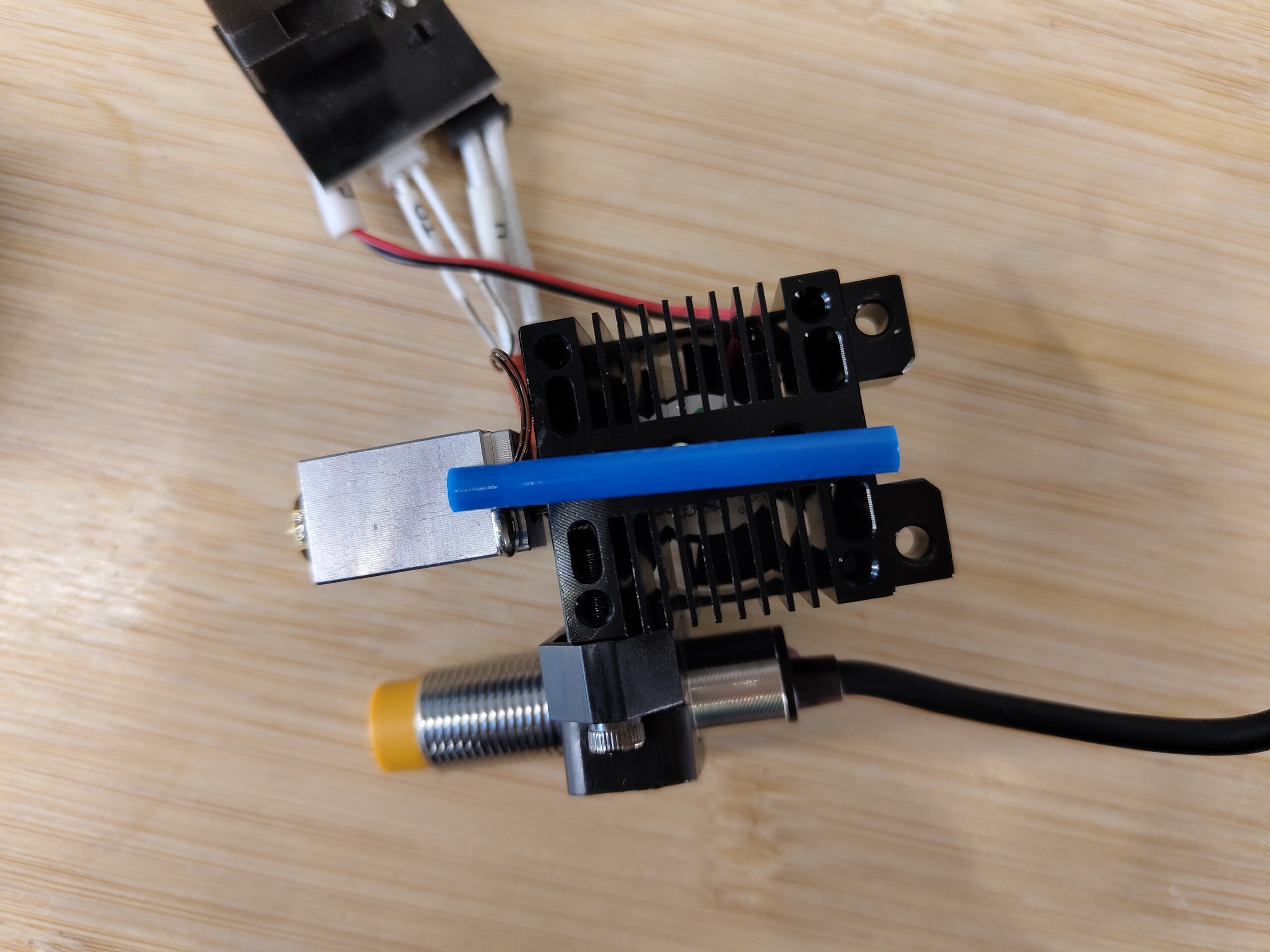
Un ventilateur de 4,8 watts assure un refroidissement rapide du filament fraîchement imprimé. Anycubic a connecté une buse de l'imprimante 3D en amont de l'extrudeuse, ce qui dirige le flux d'air pratiquement au-delà de la buse de filament de 0,4 mm.
Lors des tests de vitesse d'impression en conditions réelles, l'extrudeuse a fourni de manière fiable un débit de plus de 24 mm³/s, ce qui la rendrait idéale pour des vitesses d'impression supérieures à 250 mm/s. Malheureusement, le système de mouvement ne peut pas suivre à ces vitesses élevées. Malgré des axes propres et fraîchement lubrifiés, des vibrations considérables se produisent sur l'appareil à des vitesses d'impression de plus de 240 mm/s. Ces vibrations étaient si importantes que nous avons été en mesure d'effectuer une analyse de l'appareil. Ces vibrations étaient si importantes que nous avons pu déplacer l'appareil à des vitesses élevées. Elles étaient si importantes que nous nous sommes sentis obligés d'interrompre l'essai pratique de la vitesse d'impression.
L'inliner PTFE constitue un point de critique mineur sur le hotend. Ce plastique, qui ne doit pas être chauffé à plus de 270 °C, atteint également la zone de chauffe de Cobra 2.


Qualité d'impression
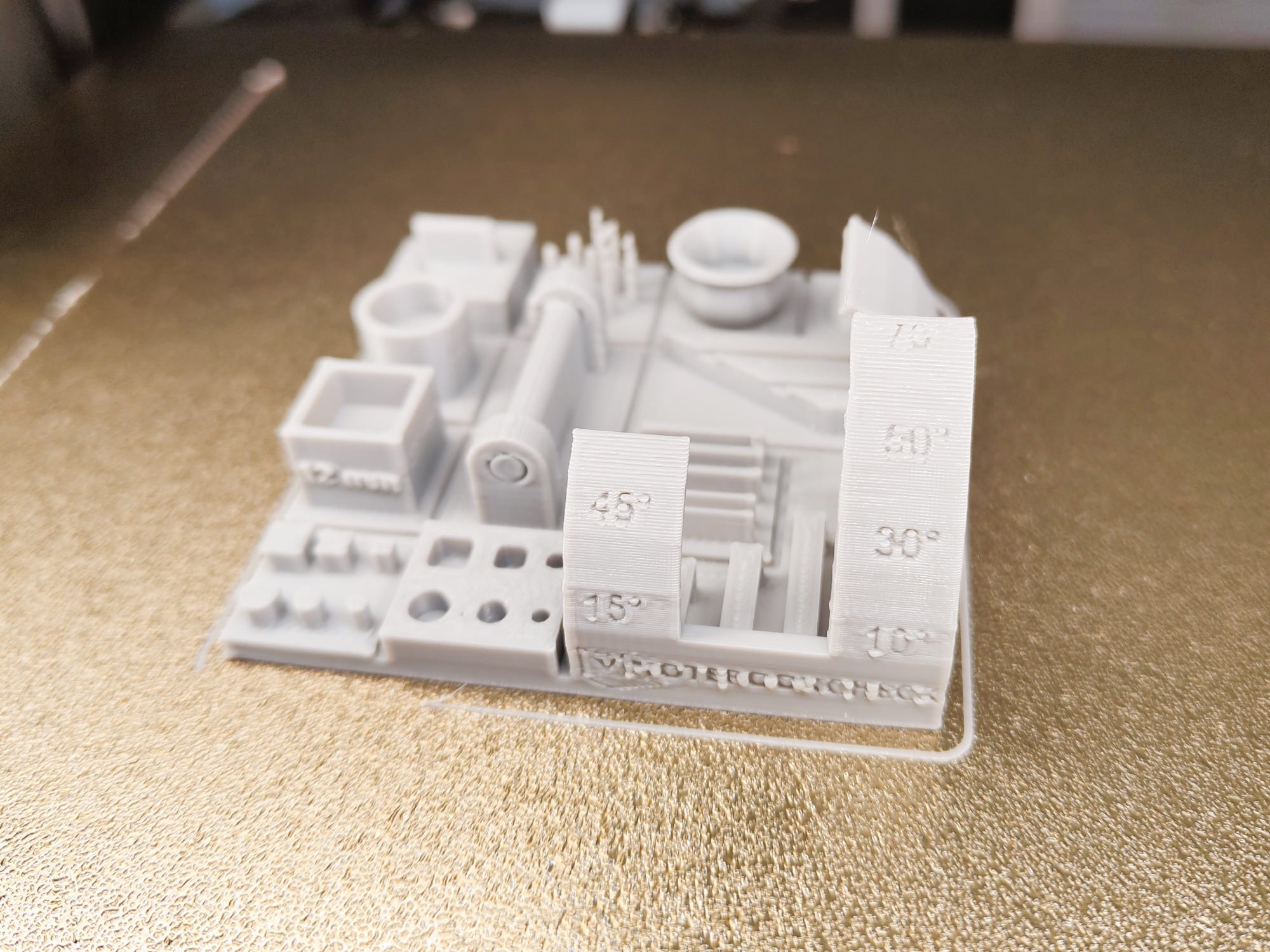
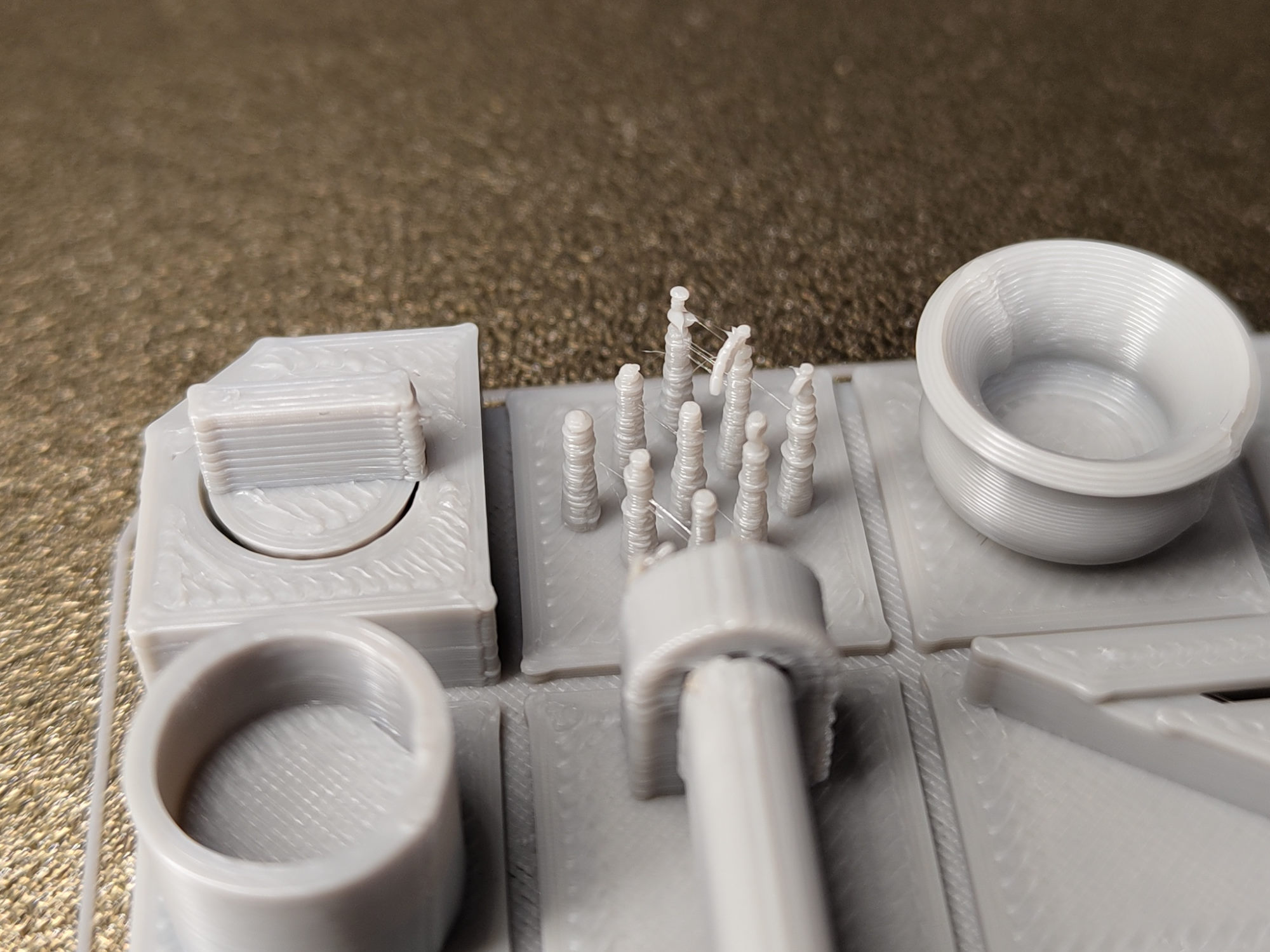
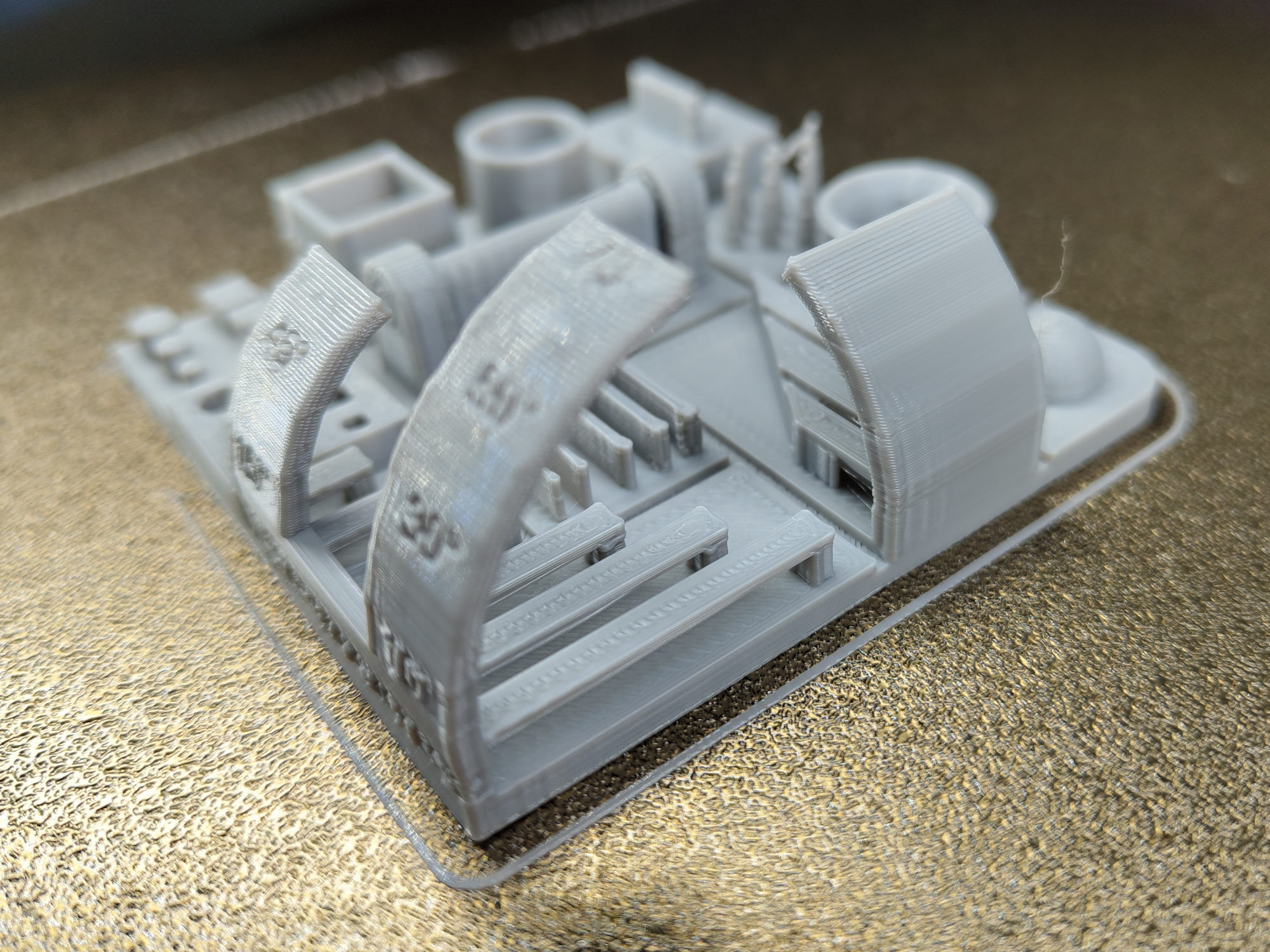
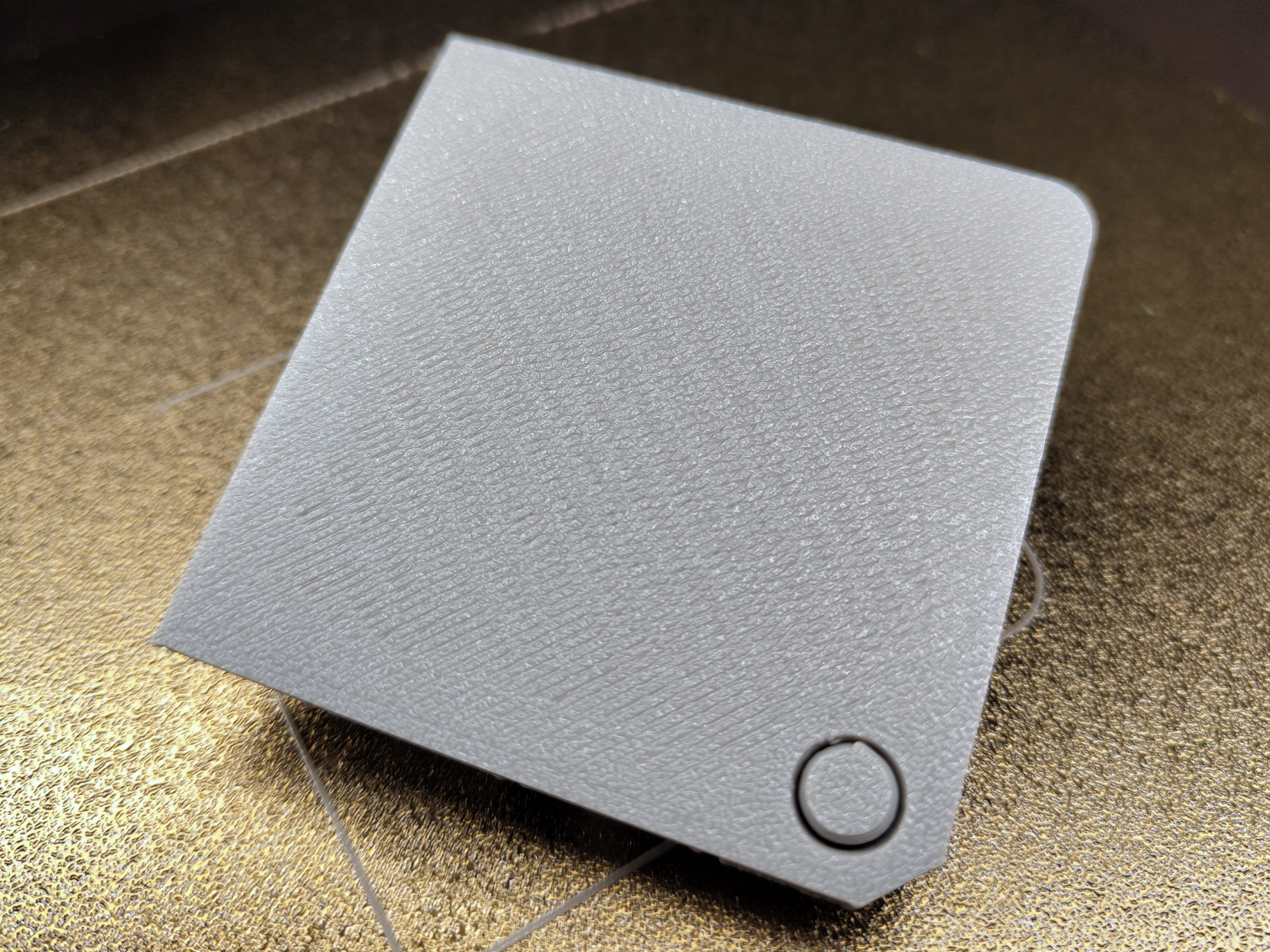
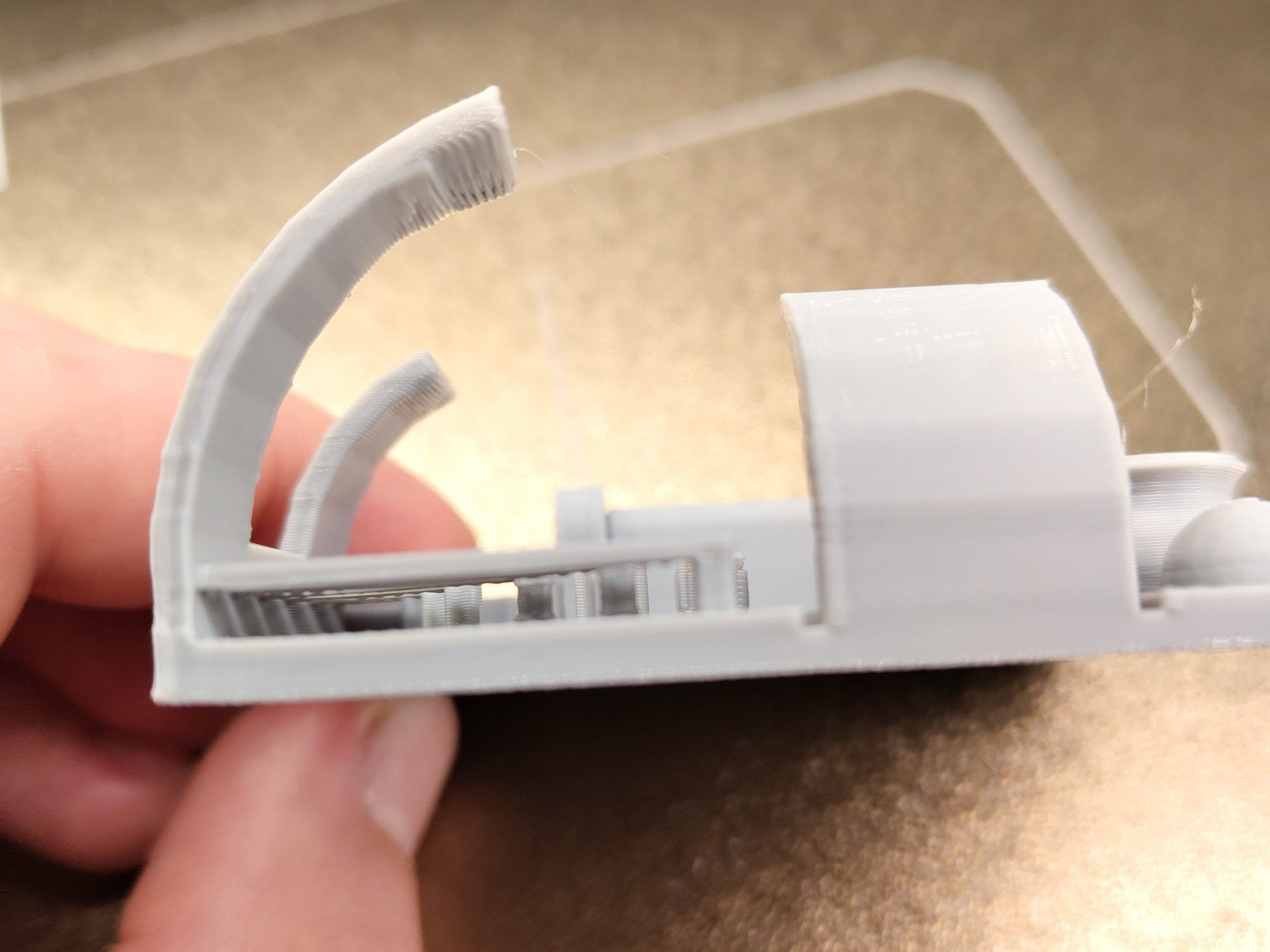
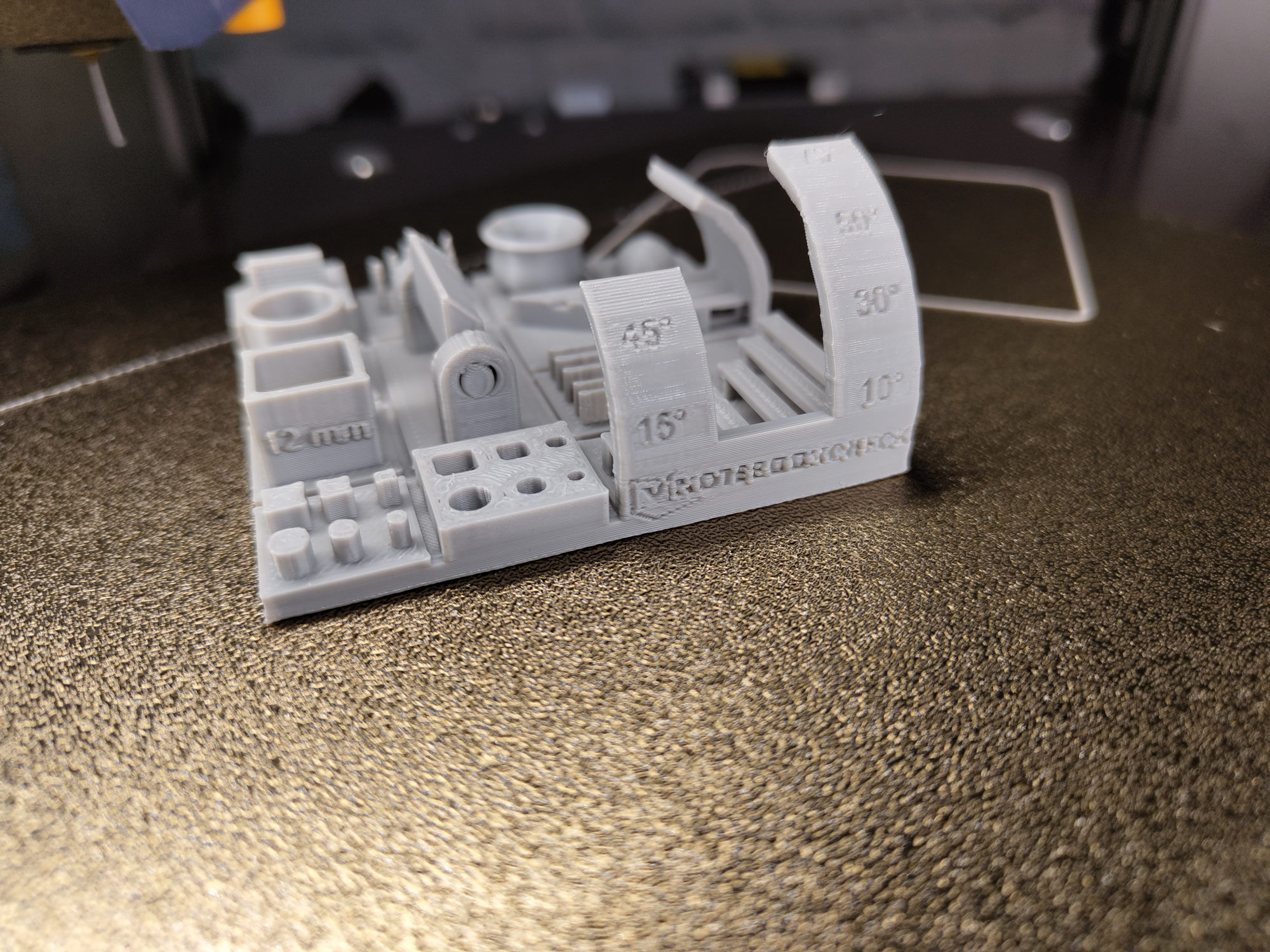
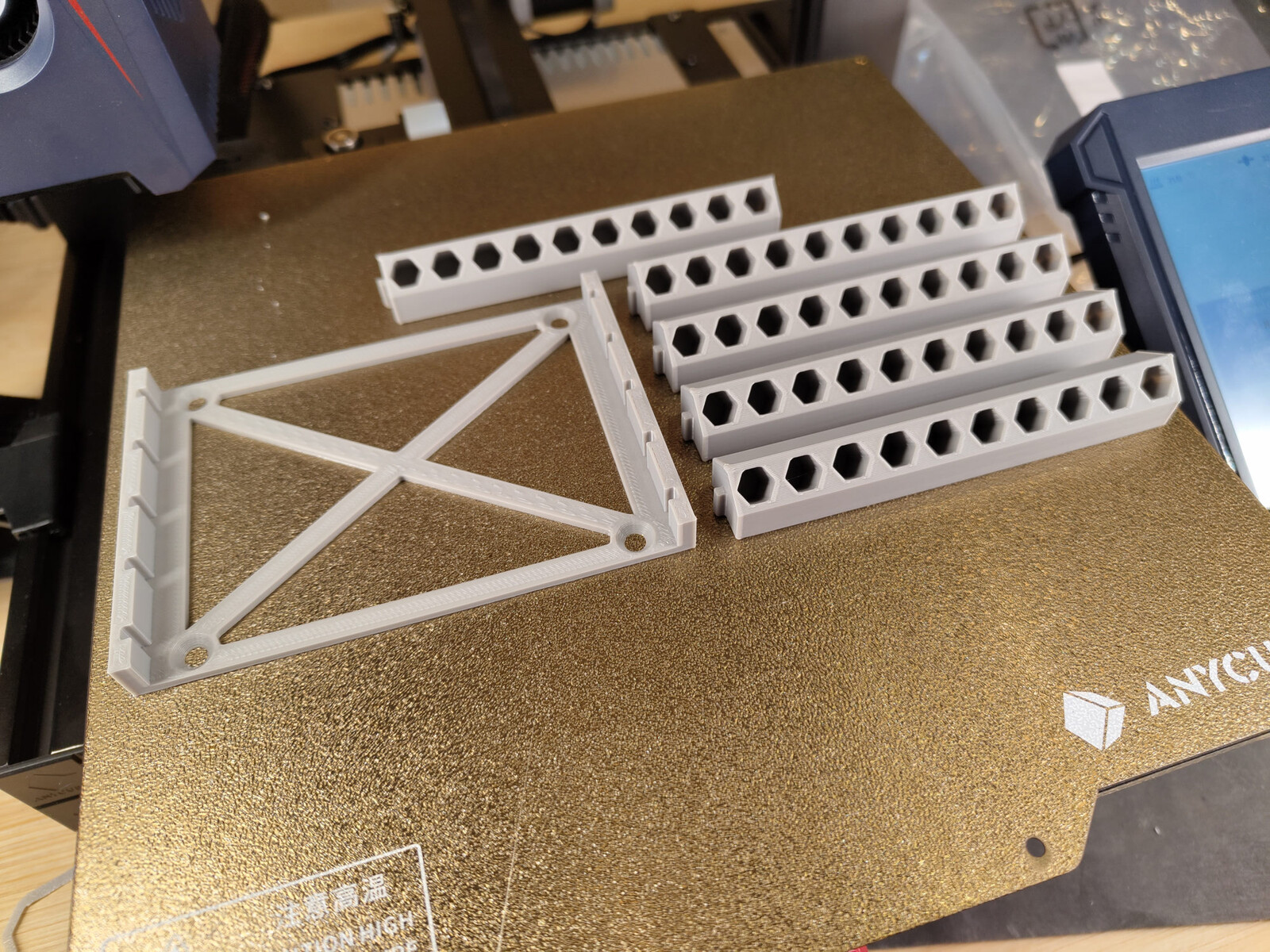
À première vue, ce que fabrique l'Anycubic Kobra 2 a l'air bien. Notre fichier de test a été traité par le slicer Prusa. Nous n'avons modifié qu'une seule petite chose dans les paramètres suggérés par Anycubic. Le générateur de périmètre a été remplacé par Arachne.
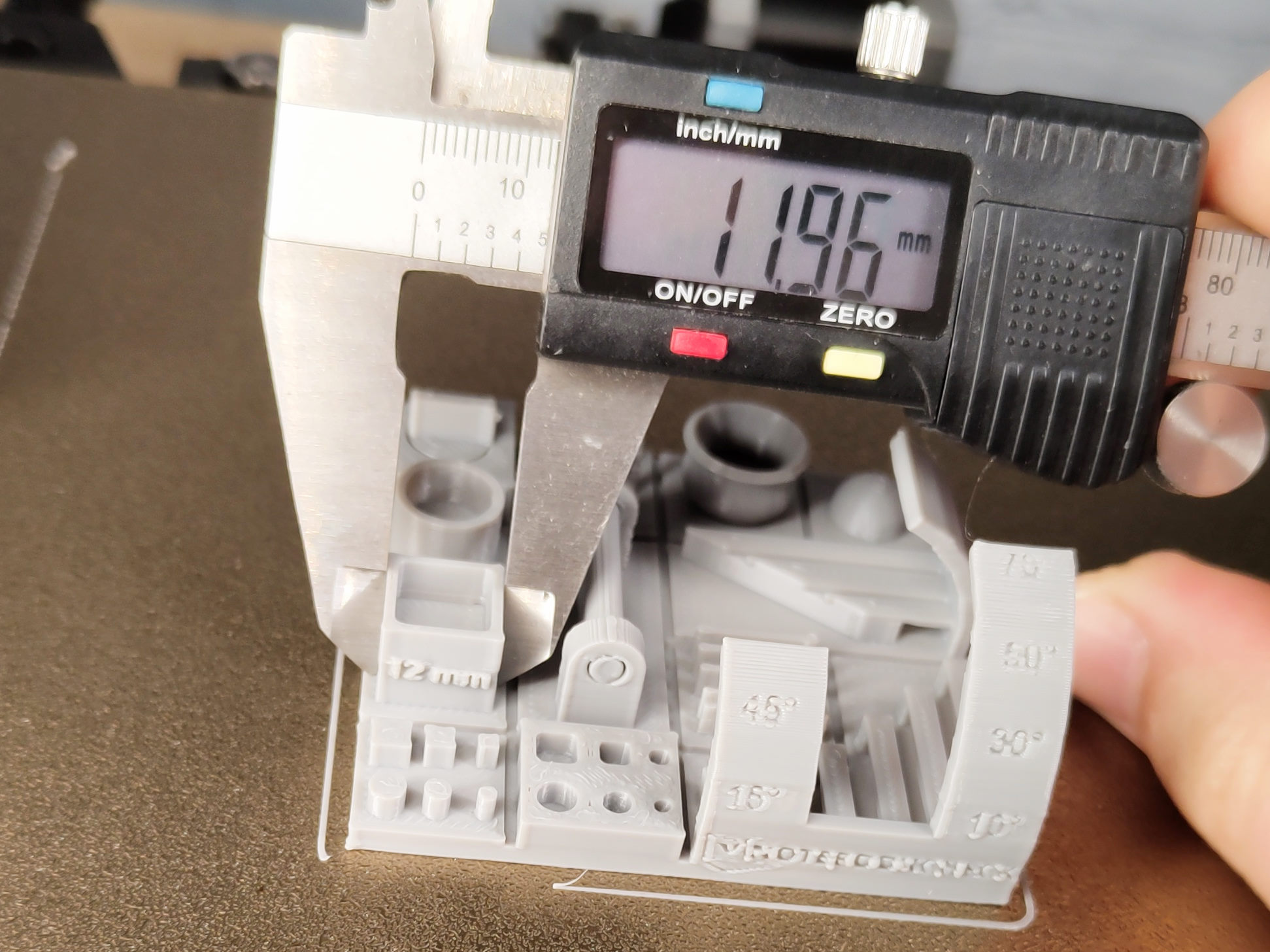
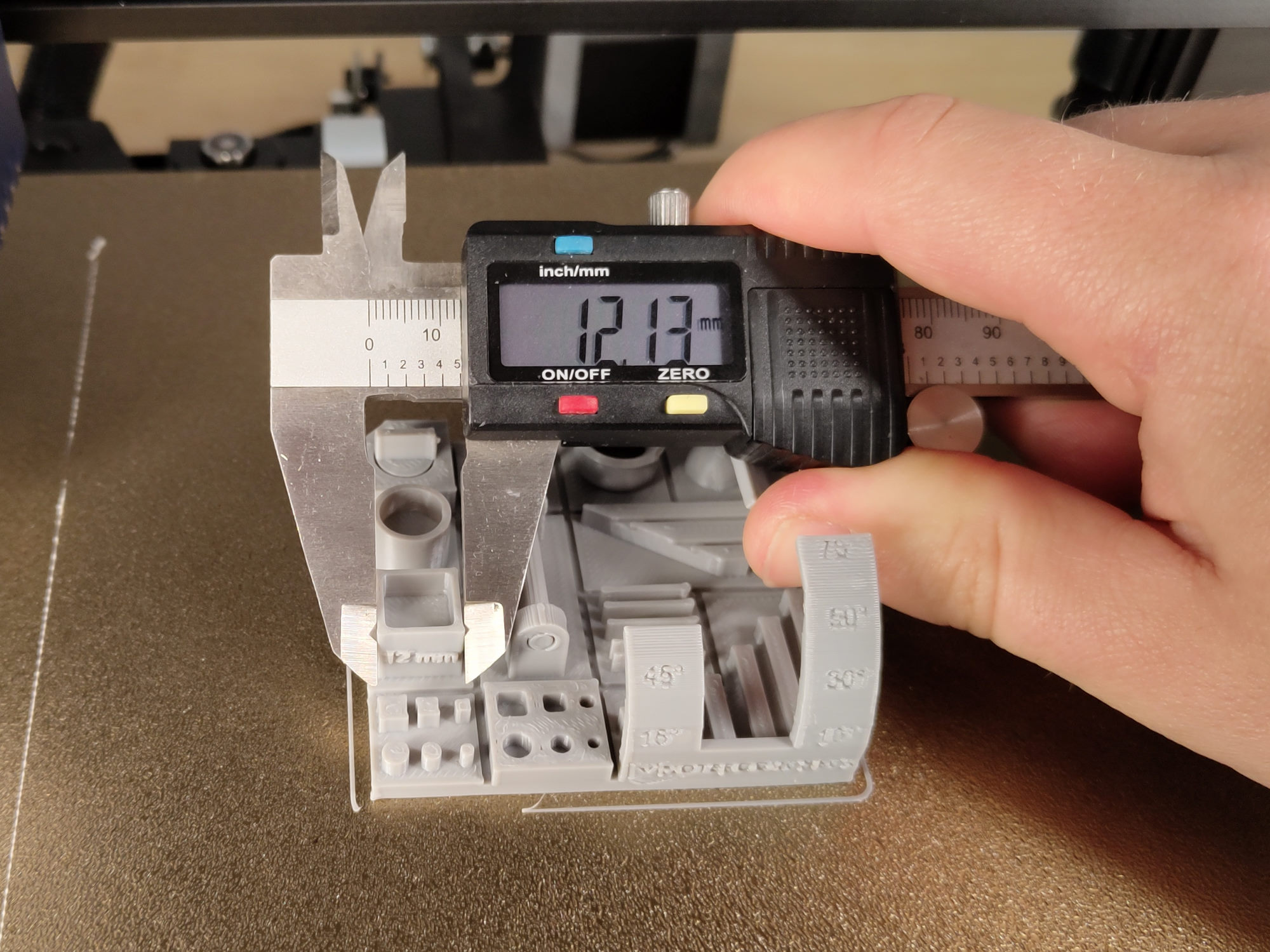
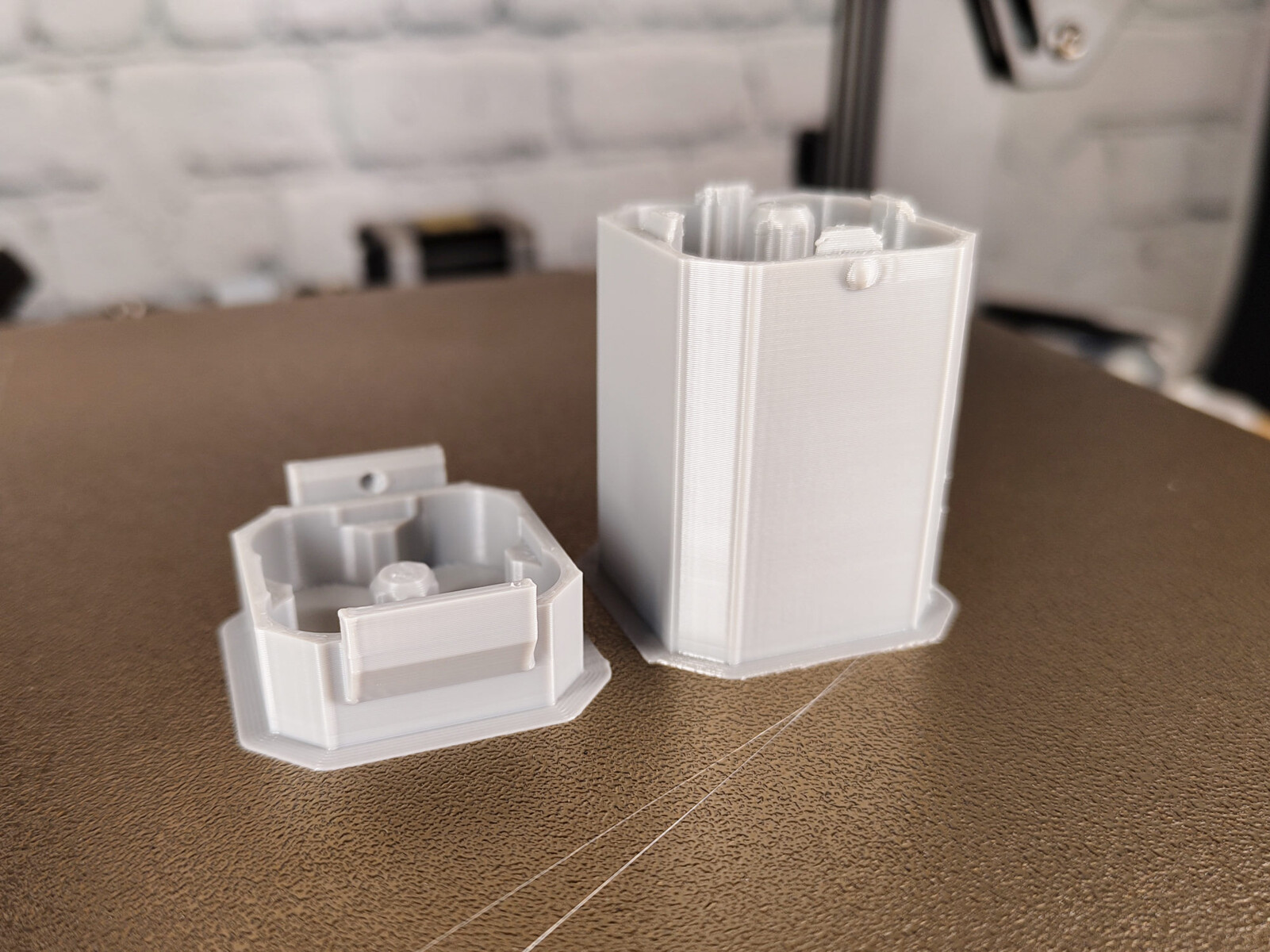
Le résultat montre qu'il y a peu de cordes, de bons débords jusqu'à 70°, de faibles tolérances de fabrication et, surtout, une bonne image d'impression répétée. Les deux pièces, qui devraient pouvoir être déplacées après l'impression, se sont ici détachées très facilement du reste de l'objet. Une fois de plus, les problèmes de l'imprimante 3D ne sont manifestement pas liés à l'extrudeuse. Les valeurs d'accélération et de secousse sont probablement trop élevées pour le fabricant. Cela se voit surtout sur les bords. D'une part, on observe à plusieurs endroits ce que l'on appelle des images fantômes, dues aux vibrations qui se produisent après les changements de direction. Cependant, l'accélération exagérée devient plus évidente sur les bords. La tête d'impression dépasse presque toujours la cible sur ces derniers. Il en résulte des bourrelets. À ces endroits, les tolérances de fabrication de l'impression FDM sont clairement dépassées.




Les mêmes forces et faiblesses, que nous avons pu déterminer avec notre fichier de test, se retrouvent en pratique dans tous les tests. L'Anycubic Cobra 2 manque un peu de finesse de réglage. Ces paramètres peuvent être réglés par l'utilisateur ou vous pouvez attendre la première mise à jour du micrologiciel d'Anycubic. D'après notre expérience, le fabricant procède rapidement à de tels ajustements et fournit les mises à jour correspondantes.


Sécurité
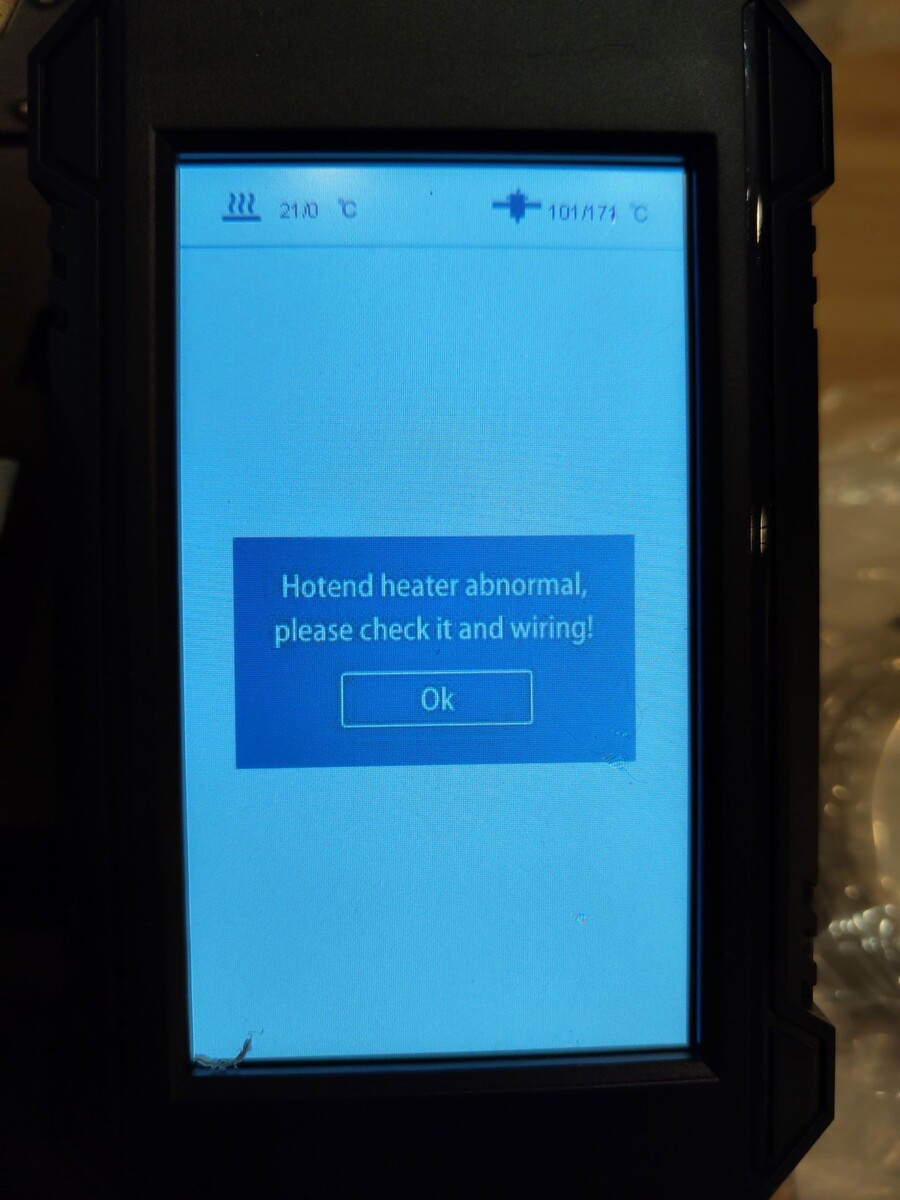
Comme toujours, nous avons essayé de déclencher toutes les erreurs de température possibles avec cette imprimante. L'Anycubic Kobra 2 a répondu de manière fiable à tous les scénarios. Qu'un capteur de température soit déconnecté, court-circuité ou qu'il s'écarte trop des valeurs attendues, l'imprimante 3D éteint systématiquement tous les éléments chauffants. Il s'agit d'une fonction de sécurité essentielle qui permet d'éviter d'endommager l'imprimante 3D et, dans le pire des cas, de provoquer des incendies. Le fait que l'Anycubic Kobra 2 ne déclenche pas d'alarme sonore en cas d'écart de température est peut-être le seul point à critiquer. Seul un message d'erreur est affiché.
Comme nous l'avons également reproché à l'AnkerMake M5, la température maximale des cordons chauffants dotés d'une gaine en PTFE ne devrait pas dépasser 250 °C. Sur l'Anycubic Kobra 2, il est possible de régler jusqu'à 260 °C. Le PTFE, mieux connu sous le nom de Teflon, peut dégager des fumées toxiques à une température supérieure à 260 °C.
Le conducteur de protection, désormais continu, contribue également à la sécurité. Toutes les parties métalliques du Kobra 2 sont reliées au conducteur de protection. À cette fin, Anycubic a, dans certains cas, tiré des câbles supplémentaires à travers le faisceau de câbles jusqu'à l'extrudeuse.
Cependant, il manque une étape en ce qui concerne la protection contre les blocages sur les composants mobiles. La roue d'entraînement de l'axe Y pourrait être munie d'un couvercle afin d'accroître la sécurité de l'imprimante 3D. En principe, il faut toutefois garder à l'esprit que la conception ouverte de l'Anycubic Kobra 2 présente de nombreuses autres sources de danger. Par exemple, les composants décapés et mobiles sont toujours facilement accessibles. Les vapeurs éventuellement nocives du plastique chauffé peuvent également se répandre dans la pièce.
Emmisions
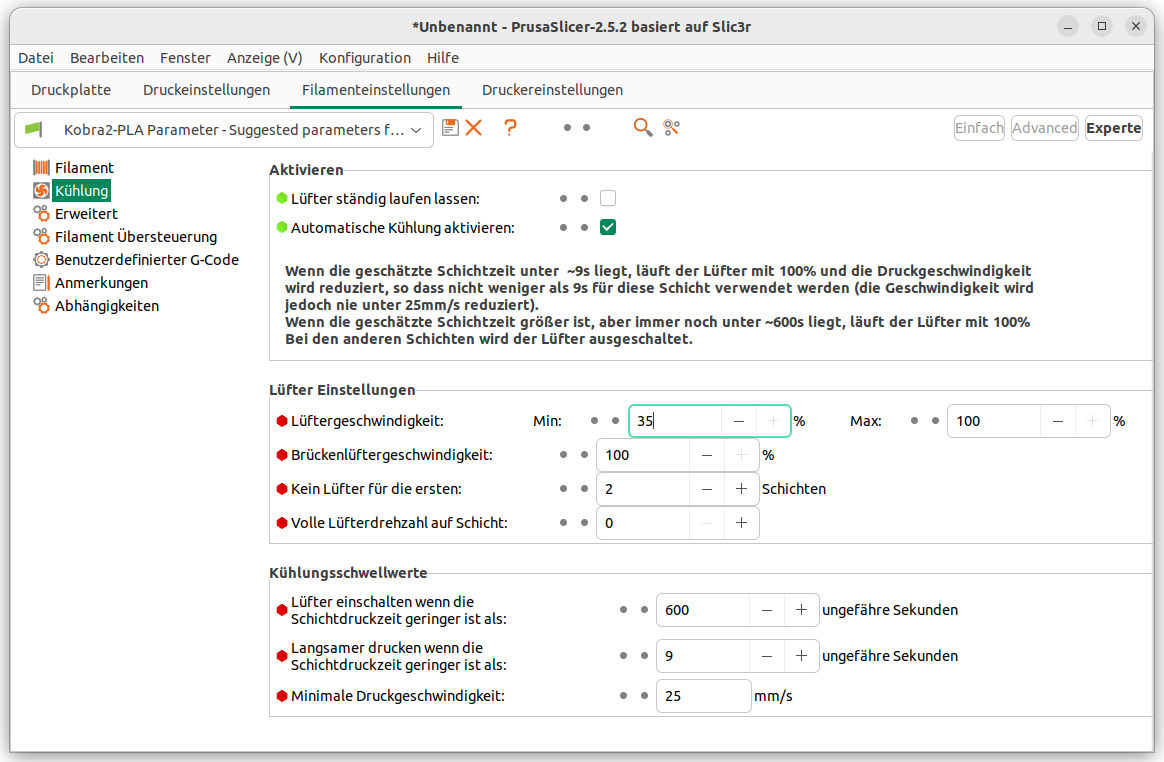
Le sonomètre Voltcraft SL10 a mesuré jusqu'à 59 dB(A) à une distance d'un mètre de l'imprimante 3D pendant son fonctionnement. Avec les fortes vibrations à la vitesse maximale de l'imprimante, cette valeur atteint 72 dB(A). Le ventilateur de la tête d'impression contribue largement au bruit de fonctionnement normal. Pour réduire le bruit de fonctionnement, le ventilateur peut être réduit ou complètement désactivé dans certaines situations. Prusa Slicer est capable de contrôler le ventilateur en fonction de la situation. Il est ainsi possible de réduire la vitesse minimale du ventilateur de 100 % à une valeur inférieure. Cela permet non seulement de rendre l'imprimante plus silencieuse, mais aussi de réduire la consommation d'énergie. Une grande partie de l'énergie nécessaire à l'impression 3D est utilisée pour chauffer et réchauffer le lit d'impression. Moins l'air circule au-dessus du lit d'impression, moins la consommation d'énergie est importante.
La conception ouverte permet également de disperser les odeurs et les vapeurs des matières plastiques fondues dans toute la pièce. Selon les plastiques traités par l'imprimante 3D, les vapeurs peuvent avoir une odeur désagréable, voire être nocives pour la santé.
Consommation électrique
L'Anycubic Kobra 2 consomme jusqu'à 430 watts. Pendant la courte phase de chauffage de l'imprimante 3D, la Voltcraft SEM6000 https://www.amazon.de/dp/B076BX5QG6?tag=notebookcheck-news-de-21 détermine une consommation d'énergie moyenne de 380 watts. Pendant l'impression, la consommation d'énergie se situe entre 140 et 160 watts. L'imprimante 3D est donc nettement plus gourmande en énergie que beaucoup d'autres appareils de même taille. Le leader absolu en matière d'économie d'énergie dans nos tests reste l'Artillery Genius Pro. Avec une consommation d'environ 75 watts pendant l'impression, cette imprimante 3D n'a besoin que de la moitié de la puissance de la Kobra 2.
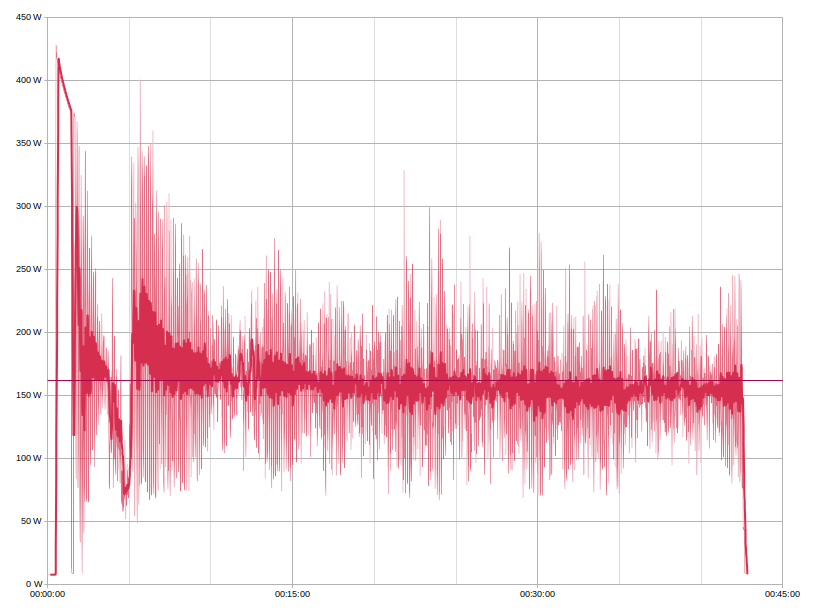
On peut également déduire des résultats de mesure fortement dispersés que les valeurs PID stockées dans le micrologiciel s'écartent probablement quelque peu de la réalité. Un réglage du PID pourrait permettre d'obtenir des températures plus stables et, au mieux, une consommation d'énergie légèrement inférieure. Avec un bon réglage PID, seule la quantité d'énergie nécessaire au maintien de la température réglée est fournie.
Verdict
Une tête d'impression entièrement nouvelle, de nouveaux rails de guidage sur les axes X et Y et le nouveau système de mise à niveau du lit Anycubic LeviQ 2.0 sont les trois principales améliorations apportées par l'Anycubic Kobra à la Kobra 2. Cela rend l'imprimante 3D un peu plus rapide, mais surtout plus pratique à utiliser. Il n'est plus nécessaire de réajuster le niveau du lit. Il s'agit d'une innovation intéressante pour les débutants, car une impression 3D dépend d'une bonne première couche d'impression. Au moment de la rédaction de cet article, il reste encore quelques jours avant le lancement de la Kobra 2 sur le marché. Anycubic devrait en profiter pour améliorer les derniers réglages. Le Cobra 2 pourrait alors devenir une référence en matière de prix et de performances. À environ 300 euros, l'imprimante 3D est abordable.
Cependant, les mêmes points de critique que nous avons vus dans toutes les imprimantes 3D Kobra jusqu'à présent ressortent négativement. La gestion des câbles est médiocre, les câbles sont étamés et les possibilités de commande via l'écran tactile sont limitées. Avec la Kobra 2, l'impression de mauvaise gestion des câbles s'est intensifiée en combinaison avec le nouveau support de rouleau de filament.
Par rapport au modèle précédent, Anycubic a apporté des améliorations de détail à la Kobra 2, mais elles ont un impact important sur la facilité d'utilisation de l'imprimante 3D. On peut s'attendre à des intervalles de maintenance plus longs et à une configuration plus rapide, même pour les novices de l'impression 3D.
En ce qui concerne l'entretien en particulier, la nouvelle imprimante 3D d'Anycubic devrait nécessiter beaucoup moins d'efforts que ses prédécesseurs. Au lieu de rouleaux en Delrin qui s'usent rapidement, les roulements à billes SG15 combinés à des axes en acier argenté sont beaucoup plus faciles à nettoyer et plus durables. Tant que les axes sont régulièrement dépoussiérés et huilés, la maintenance devrait être minimale. Passer d'Ultimaker Cura à Prusa Slicer, d'autre part, n'est certainement pas une étape facile pour tous les utilisateurs. Cependant, les résultats des deux programmes sont équivalents.
Au final, l'imprimante 3D se distingue à peine de ses concurrentes telles que Anycubic Kobra, Artillery Genius Proou VoxeLab Aquila. Ce sont les détails qui distinguent les imprimantes 3D les unes des autres. En revanche, les imprimantes 3D modernes présentent un spectre de performances très similaire.
Prix et disponibilité
L'Anycubic Kobra 2 sera disponible directement sur auprès du fabricant le 25 mai 2023. Dans sa propre boutique, Anycubic propose l'imprimante 3D pour environ 300 euros. Des droits d'importation peuvent s'appliquer en cas d'expédition depuis la Chine.
Sources d'information
Transparency
La sélection des appareils à examiner est effectuée par notre équipe éditoriale. L'échantillon d'essai a été remis gratuitement à l'auteur par le fabricant à des fins d'évaluation. Cet examen n'a pas été influencé par des tiers et le fabricant n'a pas reçu de copie de cet examen avant sa publication. Il n'y avait aucune obligation de publier cet article. En tant que média indépendant, Notebookcheck n'est pas soumis à l'autorité des fabricants, des détaillants ou des éditeurs.
Voici comment Notebookcheck teste
Chaque année, Notebookcheck examine de manière indépendante des centaines d'ordinateurs portables et de smartphones en utilisant des procédures standardisées afin de garantir que tous les résultats sont comparables. Nous avons continuellement développé nos méthodes de test depuis environ 20 ans et avons établi des normes industrielles dans le processus. Dans nos laboratoires de test, des équipements de mesure de haute qualité sont utilisés par des techniciens et des rédacteurs expérimentés. Ces tests impliquent un processus de validation en plusieurs étapes. Notre système d'évaluation complexe repose sur des centaines de mesures et de points de référence bien fondés, ce qui garantit l'objectivité.